KE-2070_使用说明书.pdf - 第859页
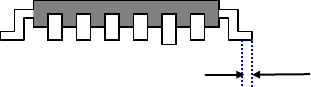
第 2 部 功能详细篇 第 12 章 选项组件 12 - 26 12-9-2-3 验证判断标准 ■ 共线性检查 ( 仅限于引脚元件 ) 用图像数据编辑 的共面检查“判 断值”,检查 各边上的引脚上 下方向的弯曲 。 ◇ 检查的位置可设置为 图像数据编辑的 “扫描偏移量 ” 图 12-9-2-3-1 扫描位置偏移说 明 ■ 共面性检查 用图像数据编辑 的共面性检查“ 判定值”,检 查引脚上下方向 的弯曲。 扫描位置偏移
第 2 部 功能详细篇 第 12 章 选项组件
12-25
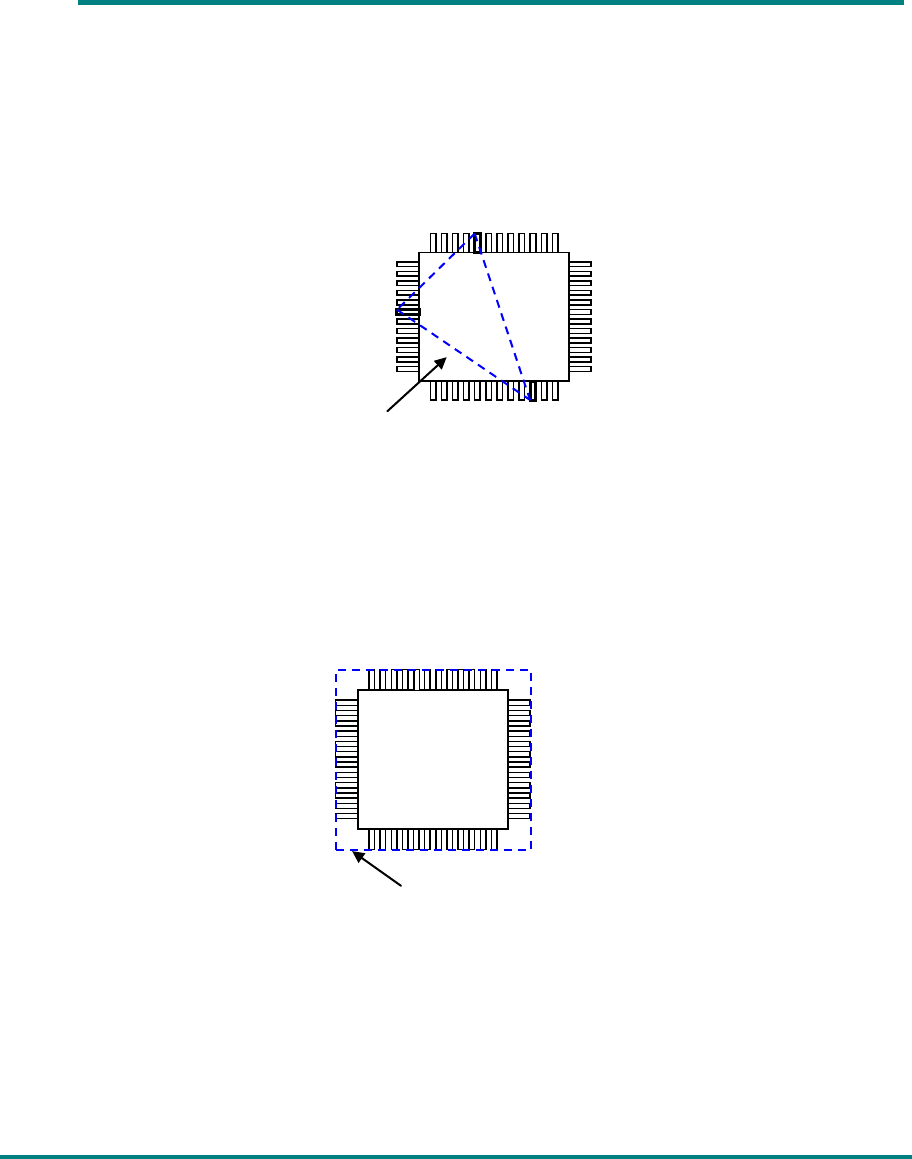
◆ 以 3 点法求出引脚元件的共面性(EIAJ 规定的方法:默认)
在通过任意3根端子最下点的几何平面中,其他端子的最下点全部在组件主体侧,组件重心在该3
点所构成的三角形内部或边上的平面。但不受自身重量的影响。
如满足上述条件的组合有多个,则采用共面值大的组合。
图 12-9-2-2-1 用 3 点法计算出共面
◆ 以最小平方法求出引脚元件的共面
在最小平方法中,当运用最小平方法获得的所有端子底点所处平面与距离包装一侧最远的端子的
底点相交时,到此最远终端的距离即定义为共面。
图 12-9-2-2-2 用最小平方法求出共面
◆ 最小平方法中球形元件的共面[日本电子工业协会(EIAJ)管制]
当运用最小平方法获得的所有球形元件顶点所处平面与距离包装一侧最远的球形元件
的顶点相交时,到此最远球形元件的距离即定义为共面。
根据最下方的点求出的平面
用最小平方法求得的平面
第 2 部 功能详细篇 第 12 章 选项组件
12-26
12-9-2-3 验证判断标准
■ 共线性检查(仅限于引脚元件)
用图像数据编辑的共面检查“判断值”,检查各边上的引脚上下方向的弯曲。
◇ 检查的位置可设置为图像数据编辑的“扫描偏移量”
图 12-9-2-3-1 扫描位置偏移说明
■ 共面性检查
用图像数据编辑的共面性检查“判定值”,检查引脚上下方向的弯曲。
扫描位置偏移
第 2 部 功能详细篇 第 12 章 选项组件
12-27
12-9-3 规格概要
(1) 对象元件
QFP、SOP、BGA、插头
※ 仅限于用 VCS 识别时
若为球元件(BGA),仅限于识别种类指定为整个球(整个球基板、整个球陶瓷)时。用
通用图像制作的元件不适用。
※ SOP 引脚数一侧 7 根以上 128 根以下为对象元件。
除此以外也有可检测的情况,但不能保证动作正常。
(2) 分辨率、精度
① 分辨率:1μm
② 精度:±20μm(JUKI标准量规测量时)
由于插头探针的接触痕等,有时端子上有伤痕的元件或引脚元件的端子面形状不是矩形,
或者测量面的形状不是平面,则不能进行正确判断。
(3) 测量模式、元件尺寸
测量模式分“标准模式”和“高精细模式”。
标准模式以80mm/s的速度,高精细以20mm/s的速度在传感器上进行扫描。
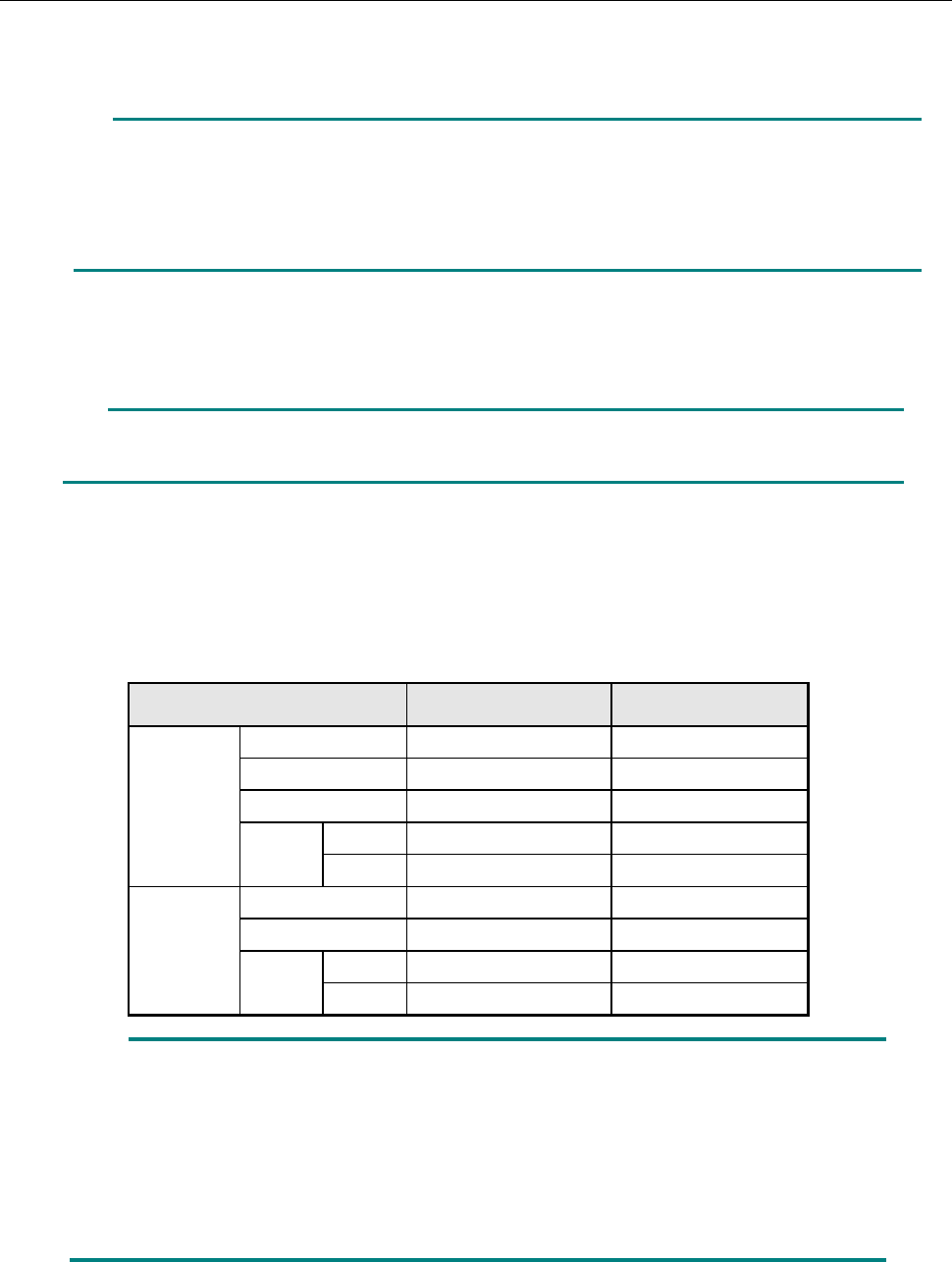
表 12-9-3-1 不同测量模式的元件尺寸
项目 标准模式 高精细模式
引脚元件
间距 0.4mm 以上 0.3mm 以上
引脚宽 0.18mm 以上 0.12mm 以上
引脚长 0.5mm 以上 0.5mm 以上
元件
尺寸
统一 26mm×100mm 以下 26mm×50mm 以下
分类 50mm×100mm 以下 50mm×50mm 以下
球元件 间距 0.81mm 以上 0.5mm 以上
引脚直径 0.51mm 以上 0.3mm 以上
元件
尺寸
统一 26mm×100mm 以下 26mm×50mm 以下
分类 50mm×100mm 以下 50mm×50mm 以下
◆ 切换标准模式与高精细模式时,多棱镜的旋转速度切换需 3 秒钟。所以,在生产混
合使用标准模式和高精细模式的元件时,由于切换需要时间,因此将对生产节拍产
生影响。
◆ 元件高度:12mm 以下 20mm 规格、25mm 规格时,分别为 20mm、25mm 以下。
但长边超过 50mm,短边超过 45mm 的元件,其高度为 8mm 以下。