KE-2070_使用说明书.pdf - 第717页
第 2 部 基本编 第 8 章 机器设置 8- 39 1) 设置方法与内容 表 8-5-12 设置方法与内容 No. 项目 设置内容 1 选择延迟 对各种传送传感 器的延迟时间 , 选择是统一还 是个别设置。 选 择后按钮成为凹 状态。 ·标准:各传感 器采用相同的延 迟时间 ·选项:各传感 器可设置不同的 延迟时间 选择 “标准” 时, 以下的 “标准” 传感器延迟时间有效 。 选择 “ 选 项 ”时, “ 选项 ”的各传感器设置的延…
第 2 部 基本编 第 8 章 机器设置
8-38
8-5-12 基板传送
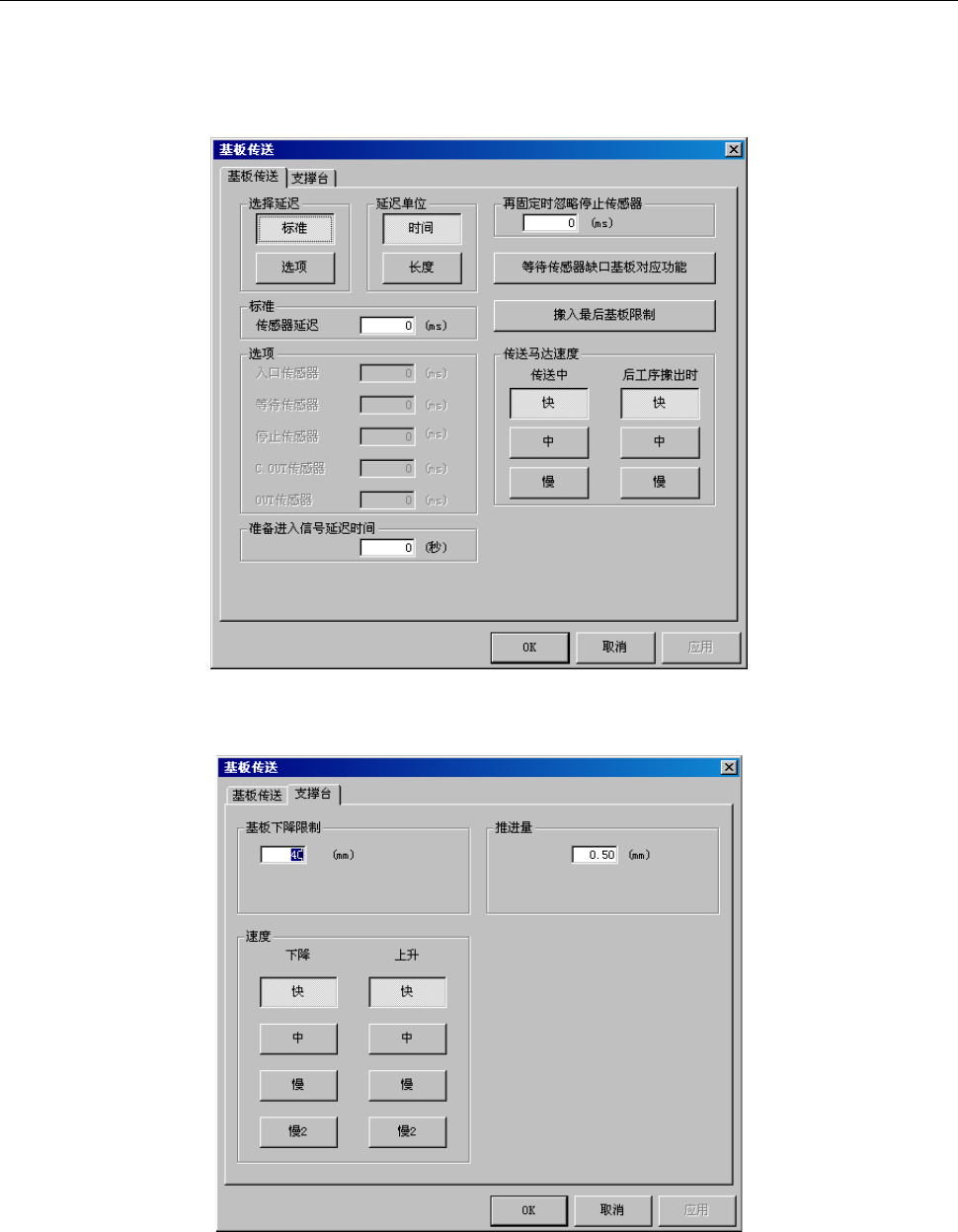
设置基板传送时的条件。
选择基板传送后,可显示图8-5-12-1的基板传送设置画面。
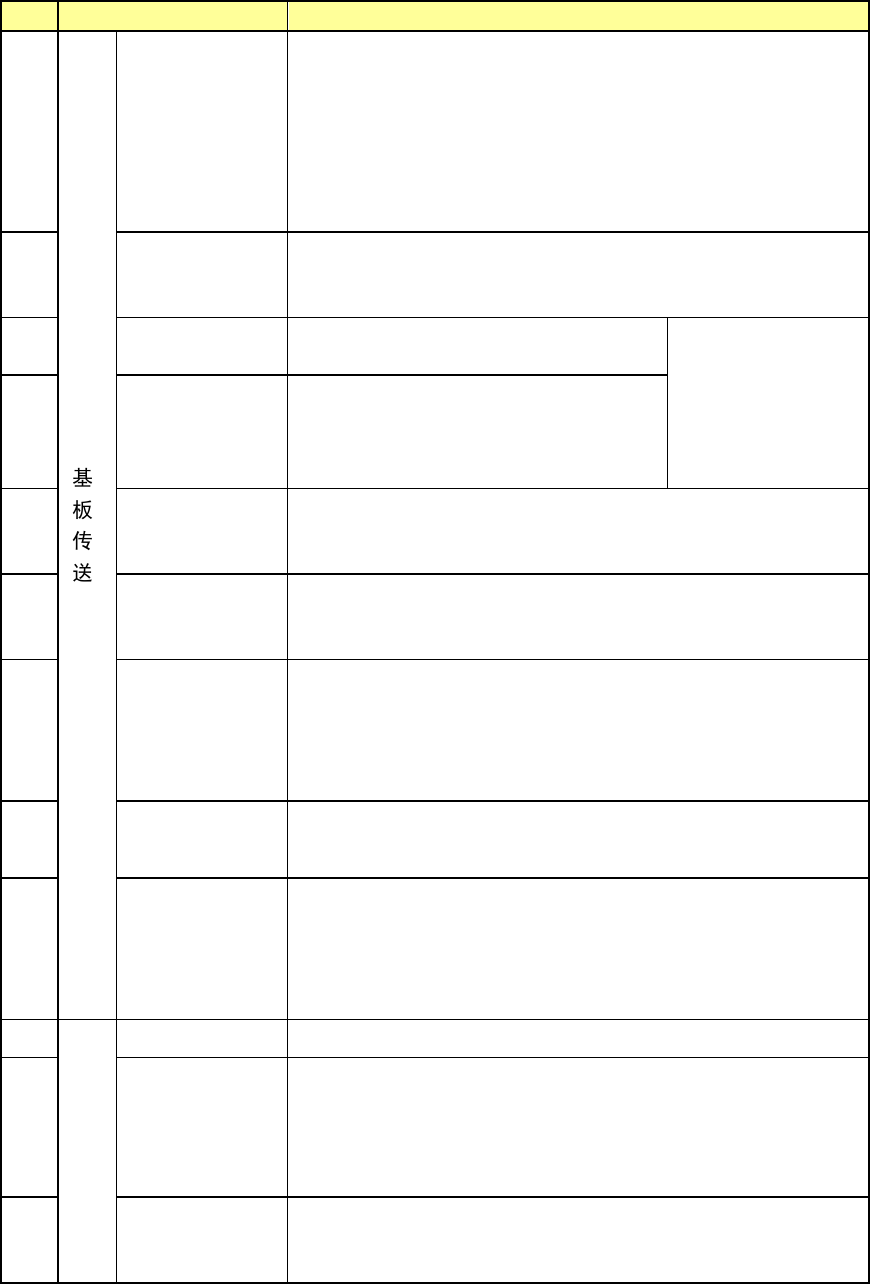
选择支撑台标签后,可显示如下8-5-12-2画面。
图 8-5-12-1 基板传送设置画面
图 8-5-12-2 支撑台设置画面
第 2 部 基本编 第 8 章 机器设置
8-39
1) 设置方法与内容
表 8-5-12 设置方法与内容
No. 项目 设置内容
1
选择延迟
对各种传送传感器的延迟时间,选择是统一还是个别设置。选
择后按钮成为凹状态。
·标准:各传感器采用相同的延迟时间
·选项:各传感器可设置不同的延迟时间
选择“标准”时,以下的“标准”传感器延迟时间有效。选择“选
项”时,“选项”的各传感器设置的延迟时间有效。
2
延迟单位
基板传送传感器延迟时间的设置值,有两种单位可选:
ms:1/1000 秒 长度(mm)。
选择后,按钮成为凹状态。
3
传感器延迟
当用“延迟时间选择”选择了“标准”
时,设置延迟时间或长度。
可设置的值为
0~2500(ms)、
0~1000(mm)。
4
选项
在“延迟时间选择”项目选择了“选项”
后,应分别设置入口传感器、等待传感器、
停止传感器、C.OUT 传感器、OUT 传感器
的延迟时间或长度。
5 再固定时忽略停
止传感器
设置送料器悬浮等导致生产异常停止后再生产时不除去基板
而是再固定 (翻转后再固定)时的延迟时间。
可设置的值为 0~5000(ms)、0~200(mm)。
6 传送马达速度 在[传送中]设置从入口传感器开始到出口传感器为止的传送
速 度 。在 [后工序搬出时]设置从出口传感器开始到后工序为止
的传送速度。可以设置慢、中、快 3 个等级。
7 等待传感器缺口
基板对应功能
当基板缺口部分停止在等待传感器上时,不论基板是否存在,
等待传感器上的检验状态即被清除,判断为无基板。
若把[等待传感器缺口基板对应功能]设置为有效,则等待传感
器在[OFF]状态下也可储存[ON]时的状态,确保基板的正常传
送。
8 搬入最后基板限
制
搬入最后基板时,为了避免拖入下一个基板进来,应当停止发
出准备搬出(Ready Out)信号。
9 准备进入信号延
迟时间
当向后续工序传出基板动作中的出口传感器为 ON 检测出时,
可在 SETUP 设置的准备进入(ReadyIn)信号延迟时间过后,
检查准备进入信号的状态。在准备进入信号(ReadyIn)为 ON
时,可开始向后续工序传出基板。准备进入(ReadyIn)信号
延迟时间的可设置范围是 0~300 秒。
10
支
撑
台
基板下降限制
设置支撑台的基板下降限制值。 (单位为 mm)
11
速度
从“快”、“中”、“慢”、“慢 2”的 4 种速度中选择支撑台的速
度。(默认值为“快”)
若因焊锡的粘度减低等原因而导致元件易动,请设置为“中”、
“慢”或“慢 2”。
12
推进量
输入支撑台上升时的偏移值(0~5mm)。
按已设置的值,支撑销向上顶压基板。
(默认值:0.5mm)
第 2 部 基本编 第 8 章 机器设置
8-40
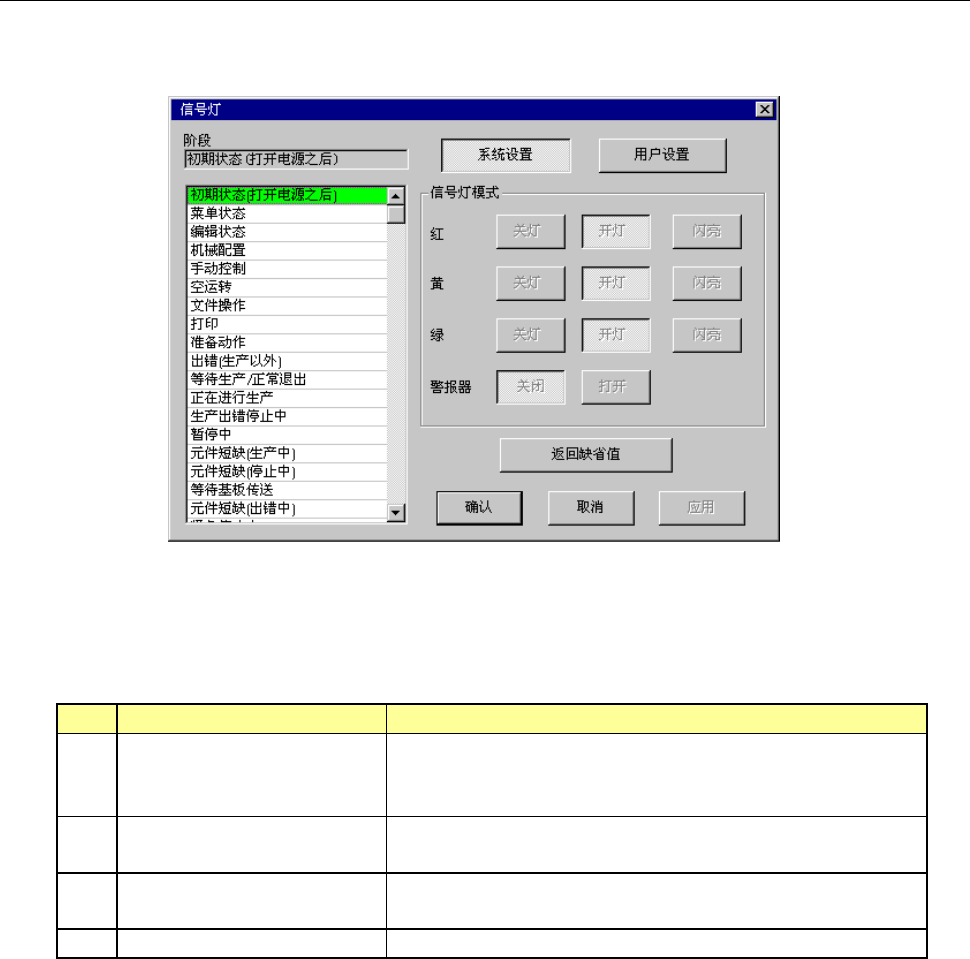
8-5-13 信号灯
可设置各画面以及运行时各信号灯的点亮状态。
选择信号灯后,可显示如下信号灯设置画面。
图 8-5-13-1 信号灯设置的对话框画面
1) 设置项目
No. 项目 设置内容
1 系统设置、用户设置
· 系统设置:机器固有的设置。可以参照系统初始值的
设置参数。(无法改变设置)
· 用户设置:可以改变信号灯模式。
2
信号灯模式
(红、黄、绿)
设置各操作阶段的信号灯的点亮模式。
3
信号灯模式
(蜂鸣器)
※注
设置各操作阶段的蜂鸣器 ON/OFF。
4 系统初始值 将用户设置内容统一为系统设置。
※注: 当蜂鸣器鸣叫时,按下面板上的任意开关,如按<START>开关、或<STOP>开关,则会停止
鸣叫。为停止鸣叫按下的开关,只起停止鸣叫的作用,不起原来的开关功能作用。
2) 设置方法
根据画面左侧的一览表,选择要设置的动作,指定信号灯模式(选择后,按钮变为凹状态)。