KE-2070_使用说明书.pdf - 第385页
第 1 部 基本篇 第 4 章 制作生产程序 4- 68 7 ) MTC/MTS/DTS ● MTC 速度: 可指定滑梭的运 行速度。 降低速度后, 向主机 的元件供给稳定 性会提高, 但节拍会 变慢。 ●吸取: 可指定 MTC 吸取侧垫片的种类 ( 大、 小 ) 。 ※选择 “自动” 时, 只对元件 尺寸□ 10 mm ~□ 14 mm( 跷跷板往复式 吸嘴为□ 10 mm ~□ 16m m) 的元件,生产 时对同一元件选 择两个垫片…
第 1 部 基本篇 第 4 章 制作生产程序
4-67
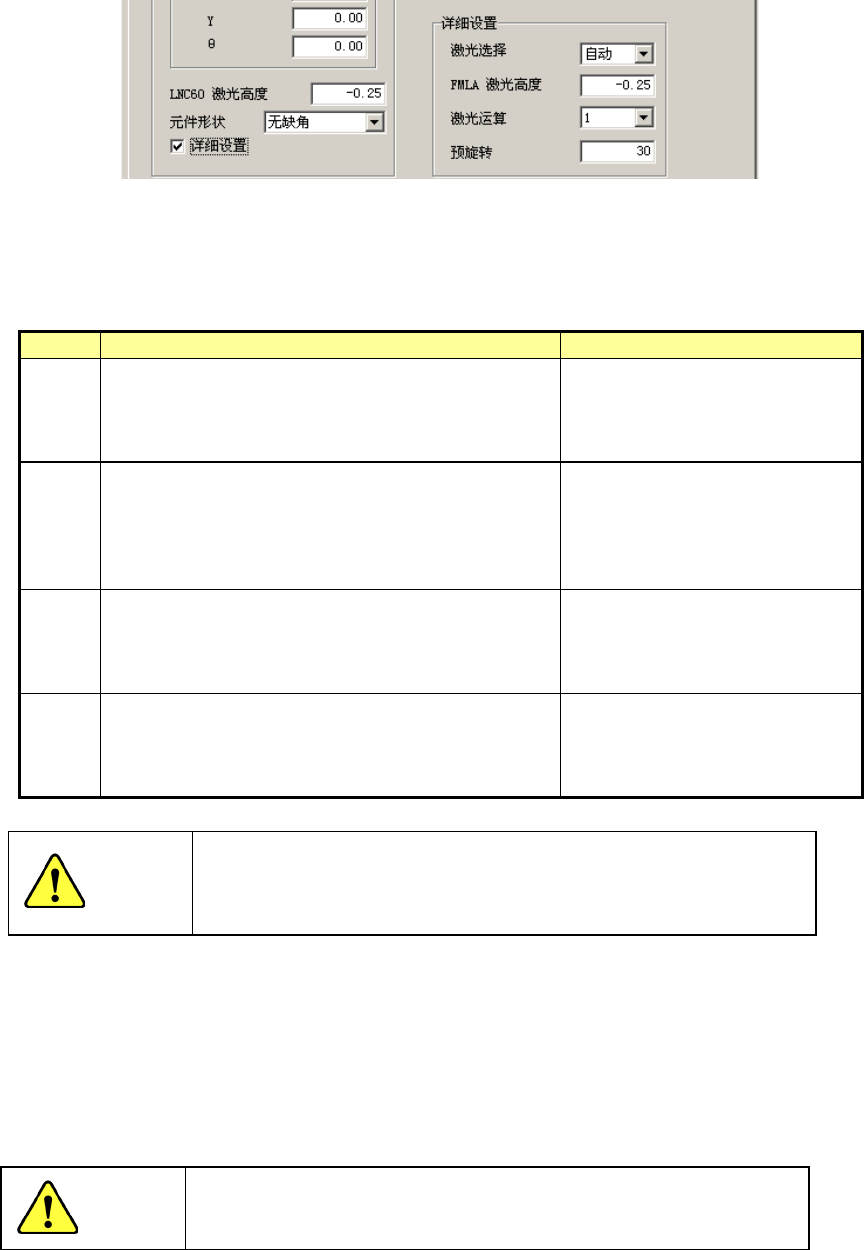
6)详细设置(仅 KE-2080R 可输入)
勾选详细设置后,即可设置以下项目。
● 选择激光:可从「自动」、「LNC60」、「 FMLA」中选择。
● FMLA 激光高度:可指定 FMLA 的激光高度。
● 激光运算:可指定用于激光识别的算法。主要用途如下所示。
表 4-3-5-2-5-3 算法
算法
操 作
用 途
1
找出影子宽度为最小的边(第 1 个最小影子 A),
再从检测出的最小宽度的边开始旋转 +90 度,
检测出最小宽度(第 2 个最小影子 B
),进行位置
偏差、角度偏差的校正并贴片。
芯片元件
2
找出影子宽度为最小的边(第 1 个最小影子 A),
再从检测出的最小宽度的边开始向+方向一边进
行激光校准,一边旋转,检测出最小宽度(第 2
个最小影子 B
),进行位置偏差、角度偏差的校正
并贴片。
SOP 等有引脚的元件
3
检测出保持吸取姿势的影子(第 1 个最小影子 A)
,
再从检测出的边开始旋转 +90 度,检测出最小宽
度(第 2 个最小影子 B
),进行位置偏差、角度偏
差的校正并贴片。
用于没有角的圆筒形元件等。
此时,将忽略角度(忽略极性),
仅求得元件的中心。
0
从吸取姿势开始按贴片角度进行旋转并贴片。
用于激光定心不稳定的元件
(超过规格的极薄元
件)。不进
行定心即贴片。因此,贴片位
置会受吸取位置影响。
算法是根据元件类型决定初始值的。
通常,变更会使错误发生率提高。
除非是特殊情况,切勿进行变更。
● 预旋转:对吸取的激光识别元件,在定心前要旋转多少角度(预旋转角度)进行设置。
外形尺寸初始输入时将设置默认值。
当外形尺寸变更时,则不设置默认值。
初始值设置为 30°。
变更后,定心的稳定性会发生变化(在大部分情况下,定心会变得不稳定)。
由于会影响贴片精度,除非得到 JUKI 的指示,切勿进行变更。
注意
注意
第 1 部 基本篇 第 4 章 制作生产程序
4-68
7
) MTC/MTS/DTS
●MTC速度: 可指定滑梭的运行速度。降低速度后,向主机的元件供给稳定性会提高,但节拍会
变慢。
●吸取: 可指定MTC吸取侧垫片的种类(大、小)。
※选择“自动”时,只对元件尺寸□10 mm~□14mm(跷跷板往复式吸嘴为□10 mm~□16m
m)的元件,生产时对同一元件选择两个垫片进行吸取。
●滑梭: 可指定MTC滑梭侧的垫片种类 (大、小、机械)。
※ BGA等球形元件,由于不能在ΜTC滑梭的垫片上吸取(使用真空),因此,须采用机械吸取
(夹住元件外形)。
※ 在“附加信息”标签的“元件废弃”中设置了“放回托盘”时,不能选择“机械”项。
◆ MTC垫片的初始值
画面标记 默认值
吸取 ·元件尺寸的纵横方向的短边
不足 16mm 时 :小
超过 16mm 时 :大
滑梭 ·元件种类为 BGA 时 :机械
·元件种类为 BGA 以外时,元件尺寸的纵横方向的短边
不足 16mm 时 :小
超过 16mm 时 :大
●MTS速度: 可指定MTS托盘的拉出速度。
●DTS速度: 可指定DTS托盘的拉出速度。
第 1 部 基本篇 第 4 章 制作生产程序
4-69
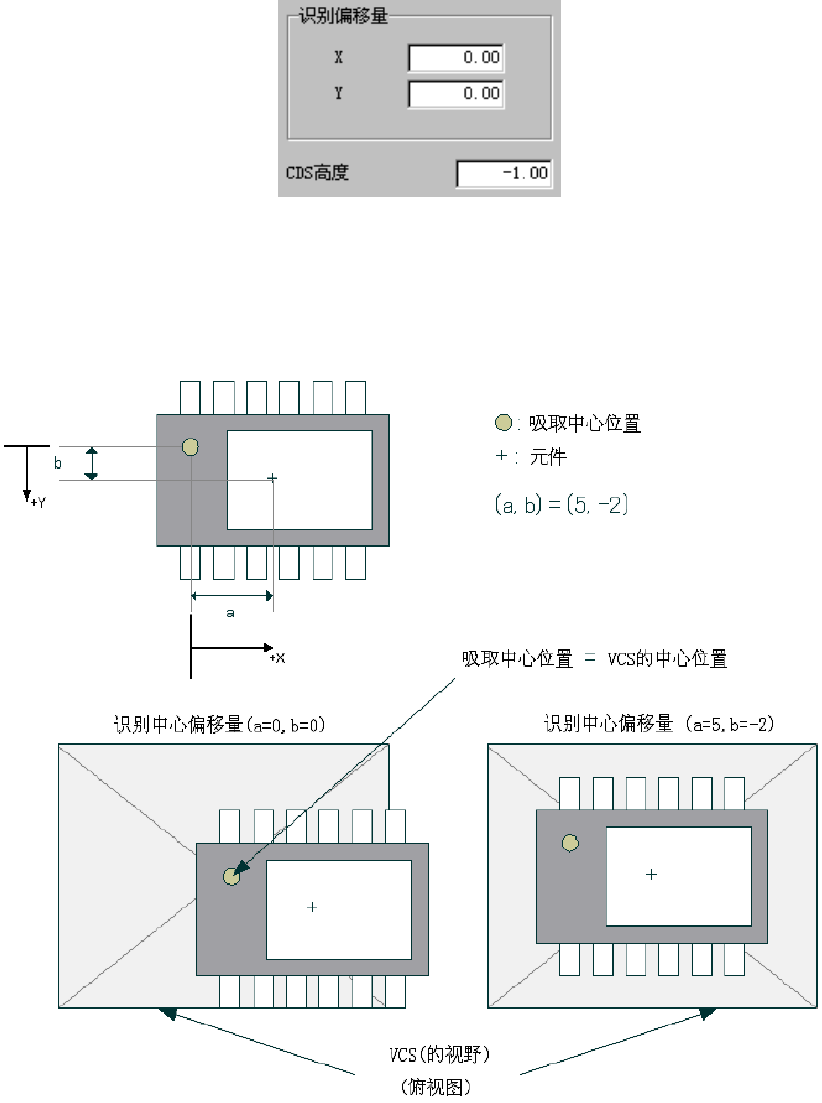
8) 识别中心偏移量(仅 KE-2080/2080R 可输入)
图像定中心是通过将吸取中心位置(通常是元件中心位置)移动到VCS的中心位置来进行。但象MCM
(Multi Chip Module)之类的元件,因不能吸取元件中心,如果超出VCS视角范围时,将不能进行
图像定中心。此时,可通过输入如下图的偏移值(a、b),使之正常进行识别。