KE-2070_使用说明书.pdf - 第489页
第 1 部 基本篇 第 4 章 制作生产程序 4- 172 4-5-4 机器操作 操作主机的实际 运行,执行各种 作业。菜单上 分成各种作业项 目。 图 4-5-4- 1 选择机器操作的画 面 各项菜单项目及 子菜单的功能概 要。 菜单项目 子菜单 1 子 菜单 2 概要 传送 基板搬入 将基板搬入或搬 出主机。 基板搬出 自动调整基板宽 度 调整基板宽度 测量 单独 测量元件数据的 各详细数值。 连续 检查 图像识别 检查是否为 可进…
第 1 部 基本篇 第 4 章 制作生产程序
4-172
自动选择的吸嘴号将发生变化。
例)指定了“将500号吸嘴作为默认值使用”时
=>如果“元件数据”的元件尺寸输入为“2mm×1.2mm”,则将自动选择“500号吸嘴”。
5) 检测吸取位置偏差
检测吸取位置偏差时,为求出判定值,需要输入设定值。
有关检测吸取位置偏差的设定值和判定值,请参见本章[4-3-5-2-6 检查]检测吸取位置偏差一节
的说明。
6) 更改元件尺寸时固定吸嘴选择
“返回默认值”:变更元件尺寸时,变更为默认的吸嘴号。
“固定” :即使变更元件尺寸,保持现在选择的吸嘴号不变。
第 1 部 基本篇 第 4 章 制作生产程序
4-172
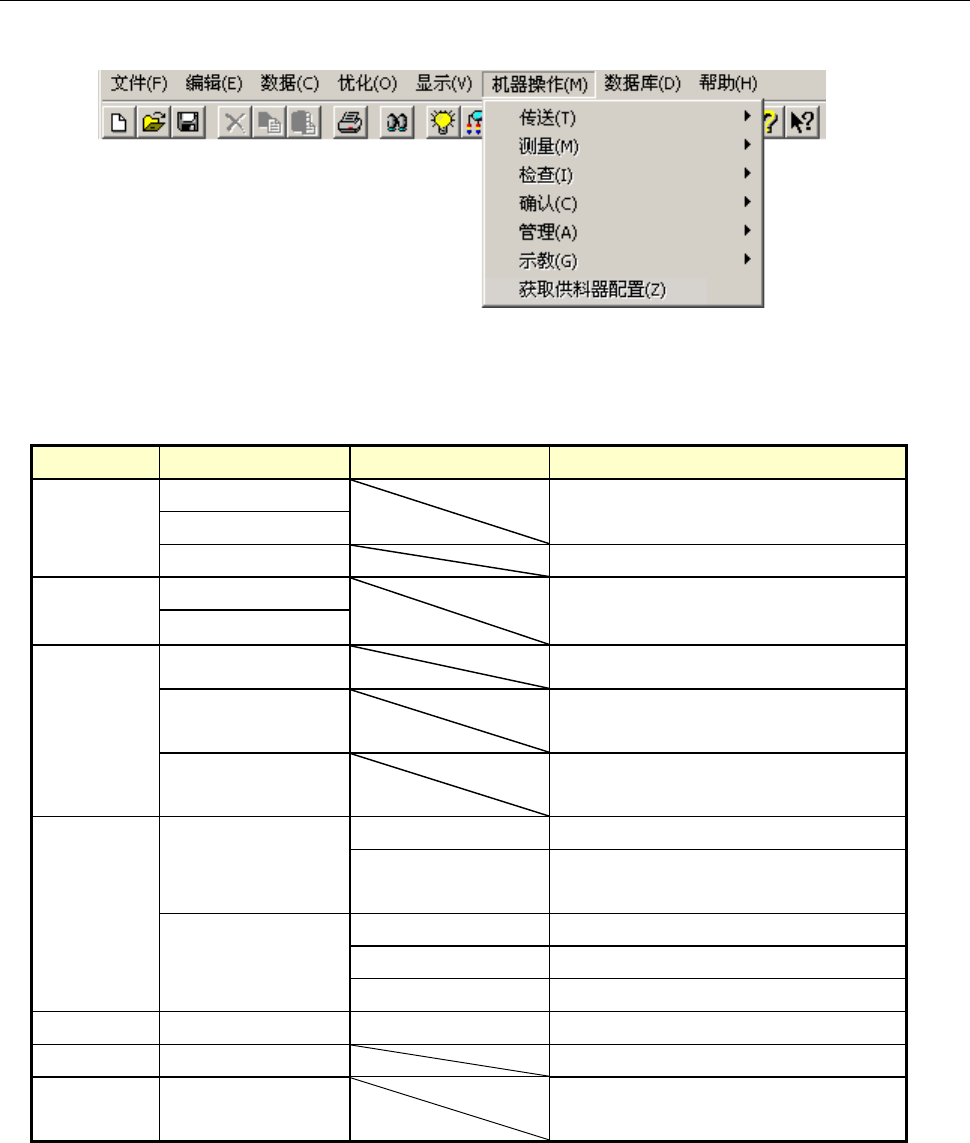
4-5-4 机器操作
操作主机的实际运行,执行各种作业。菜单上分成各种作业项目。
图 4-5-4-1 选择机器操作的画面
各项菜单项目及子菜单的功能概要。
菜单项目 子菜单 1 子菜单 2 概要
传送 基板搬入 将基板搬入或搬出主机。
基板搬出
自动调整基板宽度 调整基板宽度
测量 单独 测量元件数据的各详细数值。
连续
检查
图像识别
检查是否为可进行图像识别的数据。
共面性检查 检查是否为可进行共面性检测的数
据。
检查速度功能 进行模拟生产, 检查运行中的 XY
θ
偏移量。
确认 标记类 BOC 确认 BOC 标记识别及储存实测值。
供料器台( 前面/
后面)
确认台架标记识别及存储实测值。
坐标类 贴片位置 确认贴片数据的各坐标位置。
吸取位置 确认吸取数据的各坐标位置。
吸取高度 确认吸取数据的各高度位置。
管理 管理 标记数据库 标记数据库的各种操作。
示教
示教元件 检测球面元件的数据。
取得供料器
配置
-
本体装载的供应装置信息(孔位置)反
应到吸取数据中。(选项)
第 1 部 基本篇 第 4 章 制作生产程序
4-173
4-5-4-1 传送
4-5-4-1-1 基板搬入/基板搬出
执行基板的搬入、搬出。
安全盖打开时,选择菜单后,为了将轴移动到安全位置,显示如下信息。
请确认安全后,按下“继续”。
图 4-5-4-1-1-1 确认安全
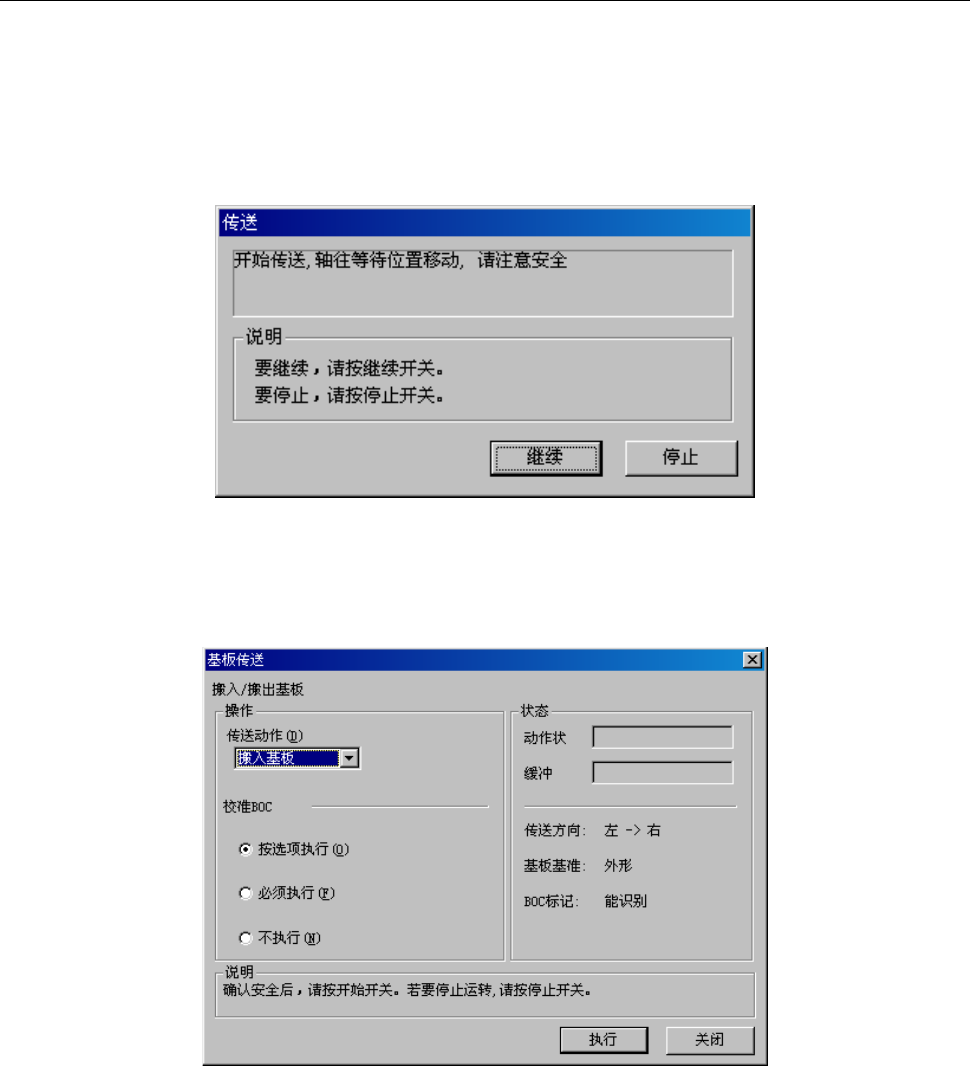
将轴移动到安全位置后,显示下列基板传送画面。
图 4-5-4-1-1-2 基板传送
·按<开始>开关或“执行”进行传送。
·结束操作时,请按“关闭”。
·在传送过程中因某种原因想取消操作时,可按<停止>开关停止。