KE-2070_使用说明书.pdf - 第390页
第 1 部 基本篇 第 4 章 制作生产程序 4- 73 3) 验证 ( 选项 ) 指定是否检查电 阻值、 电容器容量、 极性,生 产准备后, 通过指定 生产菜单的 “验证” 项目, 可 在生产开始时及 元件用完后进行 最初元件验证 检查。 主要用于检查元 件的挂置错误。 电阻、电容,判 定领域按基准值 的百分比设置 。 按基准值、单位 及判定领域 ( 上限、下限 ) 的顺序进 行设置。 极性、单位,请 从下拉式列表中 选择 输入。 4…
第 1 部 基本篇 第 4 章 制作生产程序
4-72
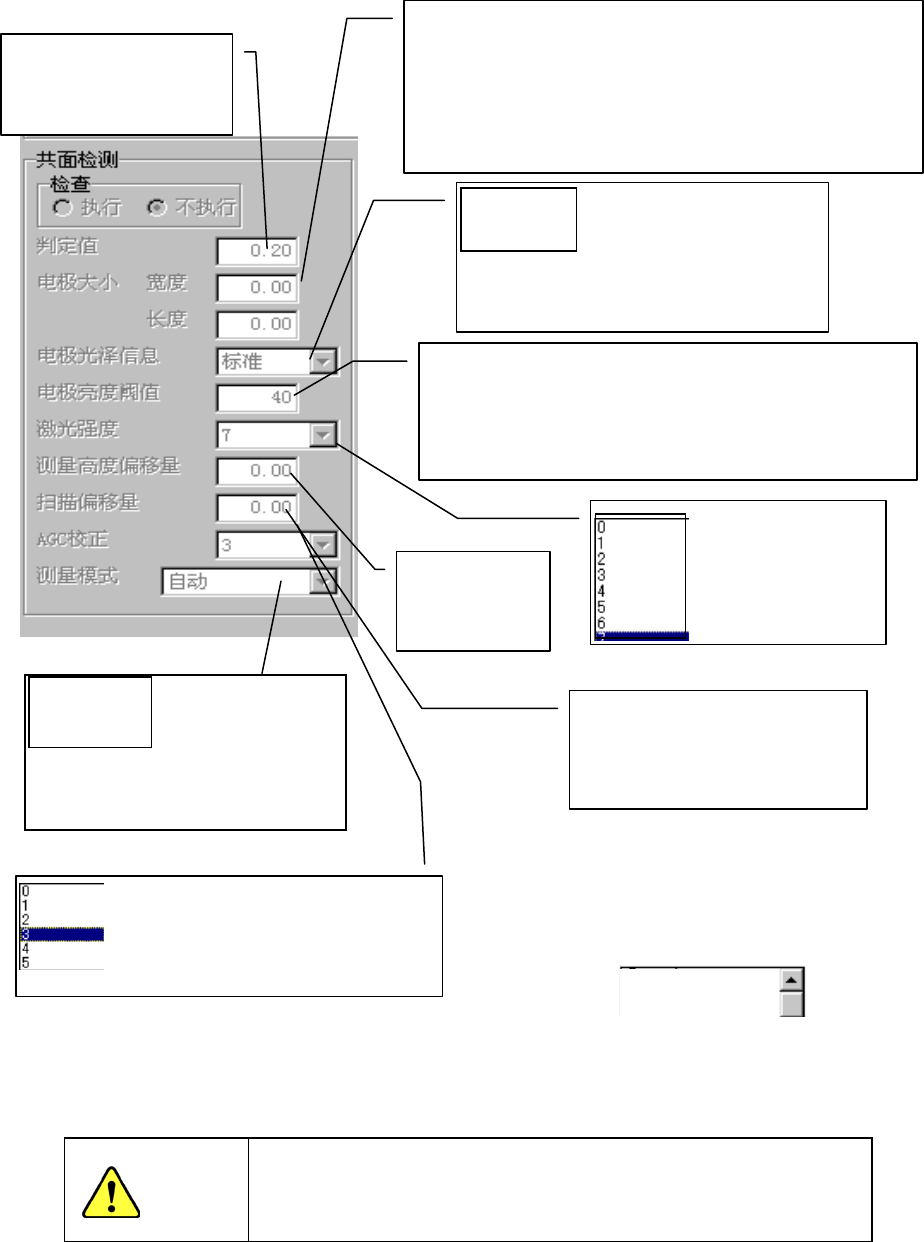
2)共面检测(选项)
图像定中心元件时,要设置是否检查引脚(球)悬浮和错误的判定值等。共面检测将在生产时的图
像定中心后立即进行。
* 关于共面检测的详细情况,请参见“12-9 共面性处理”。
除“检查”、“判定值”、“电极亮度阈值”、“扫描偏移量”外 ,在 没
有 JUKI 指示的情况下,请勿变更各值。如果设置错误,则将频繁
发生错误。
设置测量模式。
自动设置时,按照“表
12-9-3-1 不同测量模
式的元件尺寸”表自动
设置操作模式。
(注 1 ):通常请直接使用设备主机的初始值
“0.00”。
设置为“0.00”时,自引脚前端 0.1mm
处为测量位置。
引脚(球)的悬浮极限值。
其中有一个引脚(球)超过
判定值时即为错误。
电极的宽度、长度。
初始值都设置为“
0.00
”。此种情况下,测量应使用:
引脚宽度按图像数据的间距设置值的
40%
、
引脚长度按图像数据设置值的
50%
。
若重新另设置其他值时,则使用该值。
* 此项目仅限于引脚元件可以设置。
* 此项目仅限于引脚元件可以设置。
引脚表面状态非常有光泽时
请设置为[有光泽],暗淡时请
设置为[无光泽]。
电极(引脚·球)的高度,用激光照射电极,根据其反射光计
算。
[电极亮度阈值]针对电极反射光设置削除周围干扰的阈值。
通常请设置为“40”。端子较暗时设置为“20”或“30”, 电 极
较亮时设置为“50”或“60”。
激光强度。
通常请设置为“7”。
测量位置高度偏移
量。
通常请设置为
“0.00”。
设置检测位置,从引脚前端开始的距
离
(
单位:
mm)
。初始值设置为“
0.00
”。
注
1
* 仅引脚元件可以设置此项目。
レーザ光を受光する際のオートゲインコントロ
ールです。
通常は設定値「3」のまま使用してください。
标准
有光泽
无光泽
自动测量
标准测量
高精度测量
受到激光照射时的自动增量控制。
通常请直接使用设置值“3”。
方型芯片
方型芯片(LED)
注意
第 1 部 基本篇 第 4 章 制作生产程序
4-73
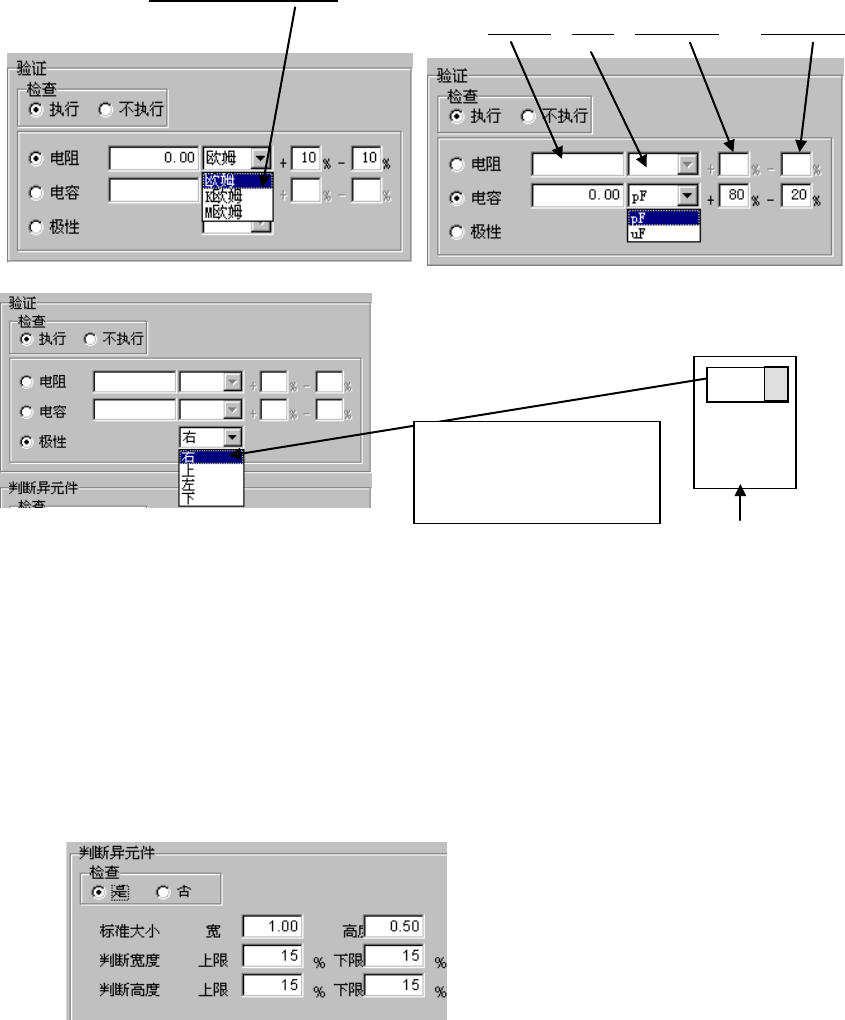
3) 验证(选项)
指定是否检查电阻值、电容器容量、极性,生产准备后,通过指定生产菜单的“验证”项目,可
在生产开始时及元件用完后进行最初元件验证检查。
主要用于检查元件的挂置错误。
电阻、电容,判定领域按基准值的百分比设置。
按基准值、单位及判定领域 (上限、下限)的顺序进行设置。
极性、单位,请从下拉式列表中选择输入。
4) 判断异元件
设置是否进行异类元件判断、判定时的基准尺寸、判断级别。
进行异类元件判断时,将检查定中心时的元件的纵横尺寸。与设置值不一致时,即判断为异类元
件错误。
主要用于检查不同尺寸元件的贴片错误等。
检查与生产时的定中心同时进行。
判断对象的元件为激光定中心元件和外形识别元件(图像定中心)。
基准值 单位 判定上限 判定下限
主体侧
+
请设定相对于元件供给方
向(包装方式)的元件正电
极的方向。
图 4-3-5-2-10
图 4-3-5-2-11
图 4-3-5-2-12
带式送料器
图 4-3-5-2-13
第 1 部 基本篇 第 4 章 制作生产程序
4-74
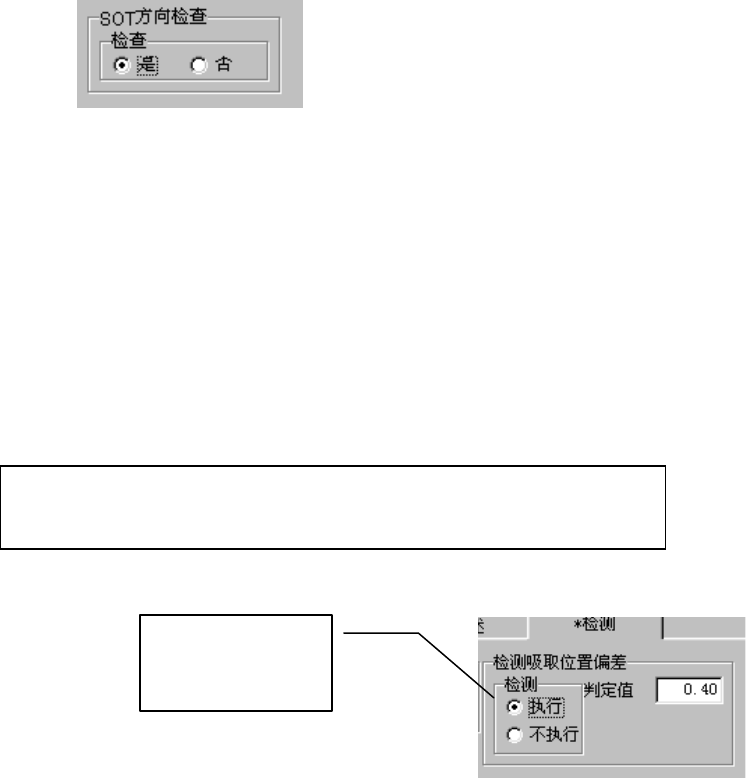
5) SOT 方向检查(选项)
指定是否进行3向引脚SOT的方向检查。可对生产前与元件用完后的最初元件的SOT方向进行检查。
主要用于检查元件的贴片错误。
6) 检测吸取位置偏差
使用此项功能,可以吸嘴中心为准,检测元件中心的偏差是否超过判定值。
需要使用该项功能来检测元件的吸取位置偏移时,请选择[执行],并输入判定值。
判定值的输入范围为:0~元件外形的纵向尺寸。(元件供应角度为90°、270°时,元件的外形
尺寸为横向。)
[执行]检查时,默认判定值为:
设定值,在程序编辑的环境设置中进行设置。默认值为 50%。
图 4-3-5-2-14
元件外形纵向尺寸(或外形横向尺寸)÷2×(设定值/100)
选择[执行]后 ,可
自动设置默认值。