IPC-TM-650 EN 2022 试验方法.pdf - 第156页
5.2.8 Weigh the circular specimen on the analytical balance to the nearest 0.005 gram. Record this as the disc weight, or W D . 5.3 Calculation The resin flow is calculated as follows: Resin Flow, Percent = ( W O − 2W D …

1.0
Scope
This
test method is designed to measure the
Resin Flow Percent by weight in prepreg.
2.0
Applicable Documents
None
3.0
Test Specimens
3.1 Size and Configuration
A
specimen shall consist of
multiple plies of prepreg cut 102 ± 0.25 mm [4.0 ± 0.010 in]
by 102 ± 0.25 mm [4.0 ± 0.010 in]. If the reinforcement is a
continuous fiber woven fabric, the sides shall be cut on a bias
to the fabric weave. Unless otherwise specified, the test
specimen shall have four plies.
(Note:
an alternative specimen
configuration commonly used is a stack that weighs approxi-
mately 20 g.)
3.2
Quantity and Sampling
Unless
otherwise specified,
the number of specimens tested shall be as follows: for quali-
fication testing, 3 specimens shall be tested with the pieces
for each specimen taken from areas of the prepreg that rep-
resents the center and both sides of the material as impreg-
nated. For lot testing, one specimen shall be tested, with the
pieces randomly taken. Pieces shall be taken no closer to the
selvage (or cut edge) than a distance equal to one-tenth of the
width of the roll.
4.0
Apparatus or Material
4.1 Laminating Press
Unless
otherwise specified, laminat-
ing press capable of maintaining a temperature of 171 ± 3°C
[340 ± 5°F] and capable of providing a pressure of 1380 ± 70
kPa [200 ± 10 psi] on the test specimen (see 6.1).
4.2
Analytical Balance
Analytical
balance capable of
weighing to the nearest 0.001 gram.
4.3
Plates
Caul
plates approximately 3.2 mm [0.125 in]
thick and at least 152 mm x 152 mm [6.0 in x 6.0 in], but no
larger than the press platen size, and made from type 304
steel, or equivalent.
4.4
Circle Punch
A
punch or die set capable of cutting a
circle 81.1 mm [3.192 in] in diameter.
4.5
Desiccator
Desiccation
chamber capable of maintain-
ing an atmosphere of less than 30% R.H. at 23°C [73°F].
4.6
Release Material
The
release material shall be Tedlar,
Type MR, (polyvinyl fluoride, PVF) or equivalent, cut at least as
large as the caul plates.
5.0
Procedure
5.1 Specimen Preparation
5.1.1
The
prepreg shall be cut to conform with the speci-
men size and configuration, see 3.1.
5.1.2
For
referee purposes only, specimens shall be desic-
cated for a minimum of 4 hours.
5.2
Measurement
5.2.1
Determine
the weight of each specimen to the nearest
0.005 gram. Record this as the original weight, or W
o
.
5.2.2
Stack
the plies of prepreg for one specimen with the
grain of the cloth aligned in the same direction and place
between two pieces of release film. Place this package
between two caul plates that are at room temperature.
5.2.3 Place
specimen and caul plates in a preheated lami-
nating press maintained at the specified temperature and
immediately apply pressure such that the specified pressure is
achieved within 5 seconds after press closure. Unless other-
wise specified, the temperature shall be 171 ± 3°C [340 ± 5°F]
and the pressure shall be 200 ± 10 psi [1380 ± 70 kPa].
5.2.4
Maintain
the specified pressure for 10 + 6, – 0
minutes.
5.2.5
Open
press, remove specimen, and allow to cool to
room temperature.
5.2.6
If
applicable, post cure the test specimen in accor-
dance with the manufacturer’s post cure method (in order to
prevent specimen damage by cutting).
5.2.7
Using
the punch and die set, remove a circular disc
measuring 81.1 mm [3.192 in] in diameter from the center of
the specimen.
The
Institute for Interconnecting and Packaging Electronic Circuits
2215 Sanders Road • Northbrook, IL 60062-6135
IPC-TM-650
TEST
METHODS MANUAL
Number
2.3.17
Subject
Resin
Flow Percent of Prepreg
Date
8/97
Revision
D
Originating Task Group
MIL-P-13949 Test Methods Task Group (7-11b)
Material
in this Test Methods Manual was voluntarily established by Technical Committees of the IPC. This material is advisory only
and its use or adaptation is entirely voluntary. IPC disclaims all liability of any kind as to the use, application, or adaptation of this
material. Users are also wholly responsible for protecting themselves against all claims or liabilities for patent infringement.
Equipment referenced is for the convenience of the user and does not imply endorsement by the IPC.
P
age1of2
电子技术应用 www.ChinaAET.com
5.2.8
Weigh
the circular specimen on the analytical balance
to the nearest 0.005 gram. Record this as the disc weight, or
W
D
.
5.3
Calculation
The
resin flow is calculated as follows:
Resin Flow, Percent =
(
W
O
− 2W
D
W
O
)
x
100
W
o
=
Original weight of the specimen
W
D
=
Disc weight of the specimen (cut from the specimen
after pressing)
5.4
Report
The
resin flow, percent, for each specimen
tested and the average of all specimens tested shall be
reported.
6.0 Notes
None
6.1
Other
resins may require different temperature settings
to achieve flow. Pressure may also be dependent on the resin
chemistry. Agreement of temperature and pressure by sup-
plier and user other than as specified should be included in
the report, see 5.4.
6.2
Desiccator Conditions
The
Test Methods Task Group
determined that a great majority of test laboratories are unable
to consistently hold the Relative Humidity in a desiccator to
less than 20%. Based on data from participating company lab
management, the lowest practically feasible RH for use with
the affected IPC Test Methods is 30% maximum.
IPC-TM-650
Number
2.3.17
Subject
Resin
Flow Percent of Prepreg
Date
8/97
Revision
D
P
age2of2
电子技术应用 www.ChinaAET.com
1
Scope
This
test is to measure the flow properties of cast
adhesive freefilms or coverfilms used in the manufacture of
flexible circuitry. The test also provides a measure of the
squeeze out, which might be expected to occur around termi-
nal pads or other boundary spaces.
1.1
Limitations
It
is not possible to define a universal set of
laminating conditions that suit all of the various adhesive
types. This test is dependent on sample preparation, which is
consistent with good industry practice and in accordance with
the suppliers’ suggested laminating procedures.
2
Applicable Documents
None
3
Test Equipment
3.1 Copper foil
Foil
may be treated one side or untreated.
3.2
A
laminating press in good working order with platen
surfaces of 30.5 cm x 30.5 cm minimum. Platens must be
sufficiently flat and parallel to allow uniform lamination.
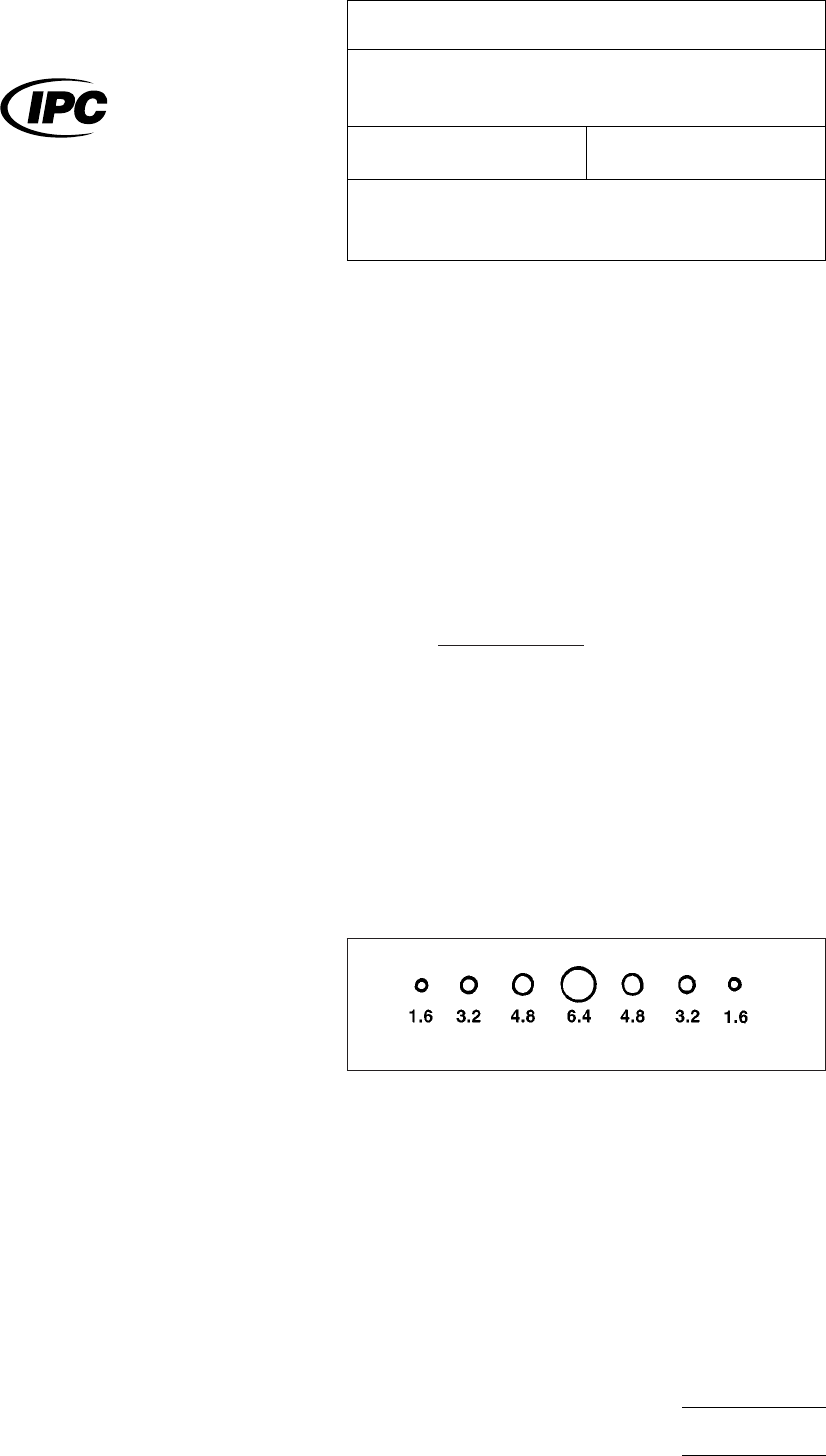
3.3
Paper
punches with circular punch sizes of 1.6 mm, 3.2
mm, 4.8 mm, and 6.4 mm.
3.4
A
suitable instrument for measuring thickness of the
adhesive.
4
Test Procedure
4.1 Layup for Adhesives Cast on Coverfilms
With
the
release film intact, punch seven graduating holes across the
coverfilm (see Figure 1), then remove release. Alternative
punched hole diameters may be agreed upon between user
and vendor.
4.2
Layup of Freefilm Adhesive
The
freefilm must be
transferred to a suitably thick polyimide or polyester film. This
effectively creates a coverfilm, which may be laid up per 4.1.
A 0.005 mm polyimide film shall be used as a referee in the
event of conflict.
4.3
Lamination
To
be accomplished by time, temperature,
press pad, and pressure parameters as agreed upon between
supplier and user. A prebake may be used to simulate
extended storage conditions. Prebake conditions must be
agreed upon by supplier and user.
4.4
Evaluation
4.4.1 Squeezeout Characteristics
Measuring
squeeze-
out on specimen punched holes at 90° intervals around the
circumference of the holes; averaging the four readings for
each hole to arrive at an average squeezeout.
Calculation:
average
adhesive
thickness
= microns/micron
5 Notes
5.1
Fill
and squeezeout properties of cast adhesive films are
a complex variable. Different adhesives will exhibit different
abilities to flow. The amount of retained solvent, adhesive
thickness, shelf aging, and substrate thickness will cause the
flow properties to vary within any one adhesive. The uniformity
of lamination, press pad, and thermal excursion is critical in
obtaining test repeatability.
IPC-23171-1
Figure
1 Punched Holes (mm)
The
Institute for Interconnecting and Packaging Electronic Circuits
2215 Sanders Road • Northbrook, IL 60062-6135
IPC-TM-650
TEST
METHODS MANUAL
Number
2.3.17.1
Subject
Resin
Flow of Adhesive Coated Films and
Unsupported Adhesive Films
Date
5/98
Revision
B
Originating Task Group
Flex Peel Strength Test Methods Task
Group (D-13A)
Material
in this Test Methods Manual was voluntarily established by Technical Committees of the IPC. This material is advisory only
and its use or adaptation is entirely voluntary. IPC disclaims all liability of any kind as to the use, application, or adaptation of this
material. Users are also wholly responsible for protecting themselves against all claims or liabilities for patent infringement.
Equipment referenced is for the convenience of the user and does not imply endorsement by the IPC.
P
age1of1
电子技术应用 www.ChinaAET.com