IPC-TM-650 EN 2022 试验方法.pdf - 第797页
1.0 Scope 1.1 To determine the solderability of electrical contacts intended for such termination. 2.0 Reference Documents 2.1 Information in this section is intended to parallel the test method described in EIA-RS-178A.…
4.4 Salt solution of 20 percent or 5 percent concentration as
specified in the individual connector specification. The salt
used shall be sodium chloride, and in the dry state must be
equal to USP purity or purer. The distilled or deionized water
shall not contain more than 200 parts per million of total sol-
ids. The solution shall be kept free from solids by filtration or
decantation. The 20 percent solution shall be prepared by
dissolving 20 ± 2 parts (by weight) of salt in 80 parts (by
weight) of distilled or deionized water. The 5 percent solution
shall be prepared by dissolving5±1parts (by weight) of salt
in 95 parts (by weight) of distilled or deionized water. The
specific gravity of the prepared solutions shall be 1.126 to or
deionized water. The specific gravity of the prepared solutions
shall be 1.126 to 1.157 for the 20 percent solution and 1.0268
to 1.0413 for the 5 percent solution when measured at a tem-
perature of 35°C ± 1.1°C. The pH of the solutions shall be
adjusted to within 6.5 to 7.2 at the same temperature. Only cp
grade hydrochloric acid or sodium hydroxide shall be used to
adjust the pH.
4.5 Hydrometer of appropriate range
4.6 pH meter capable of electrometrically measuring the pH
of the prepared or collected solutions using a glass electrode
with a saturated potassium chloride bridge.
5.0 Procedure
5.1 Pre-Cleaning
Specimens soiled with oil, dirt, or grease
shall be cleaned as necessary. The cleaning method shall not
include the use of corrosive solvents nor solvents which
deposit either corrosive or protective films, nor the use of
abrasives other than a paste of pure magnesium oxide. Speci-
mens having an organic coating shall not be solvent cleaned.
Cleaned specimens shall be given a minimum of handling,
particularly on the significant surfaces.
5.2 The test specimen shall be continuously exposed to the
salt fog atmosphere for a period of time corresponding to one
of the test conditions shown in Table 1. Unless otherwise
specified, Test Condition 8 shall apply.
Table I Test Duration
Condition Length of Test (Hours)
A96
B48
5.3 Post-Cleaning
Immediately after exposure, the test
specimen shall be dipped in running tap water not warmer
than 37.8°C for a period not to exceed 5 minutes and dried
for 12 hours (maximum) in a circulating air oven at a tempera-
ture of 38°C ± 3°C.
NOTE:
If measurement of contact resistance or low level cir-
cuit resistance is specified as part of the post-test evaluation,
the test specimen shall not be unmated prior to measurement
of these parameters.
If closer examination of a plated or treated surface is required,
the corrosion products may be removed using any method
which will not affect the integrity of the plating or finish.
6.0 Notes
6.1
Acceptance criteria shall be established in terms of one,
or any combination, of the following:
A. The maximum low level circuit resistance after the test or
the maximum change in this parameter as a result of the
exposure.
NOTE:
When low level circuit resistance is specified as
an acceptance criterion, its measurement shall precede
any other evaluation.
B. The maximum contact resistance after the test or the
maximum change in this parameter as a result of the
exposure.
C. Pitting, porosity, or other defects in the plating or finish.
D. Corrosion products sufficient to interfere with normal con-
nector mating.
E. If a contact resistance failure occurs when a connector is
mated to a printed circuit board, care must be taken to
determine whether the failure was of the connector or of
the printed circuit pads deteriorating.
IPC-TM-650
Number
3.9
Subject
Salt Spray, Connectors
Date
7/75
Revision
A
Page2of2
1.0 Scope
1.1
To determine the solderability of electrical contacts
intended for such termination.
2.0 Reference Documents
2.1
Information in this section is intended to parallel the test
method described in EIA-RS-178A.
2.2 QQ-S-571 Solder; Lead Alloy, Tin Alloy, Tin-Lead Alloy;
Flux Cored Ribbon and Wire, and Solid Form.
2.3 LLL-R-626 Rosin, Gum; Rosin, Wood; Rosin, Tall Oil.
3.0 Test Specimen
3.1
The contacts of a connector or individual contacts.
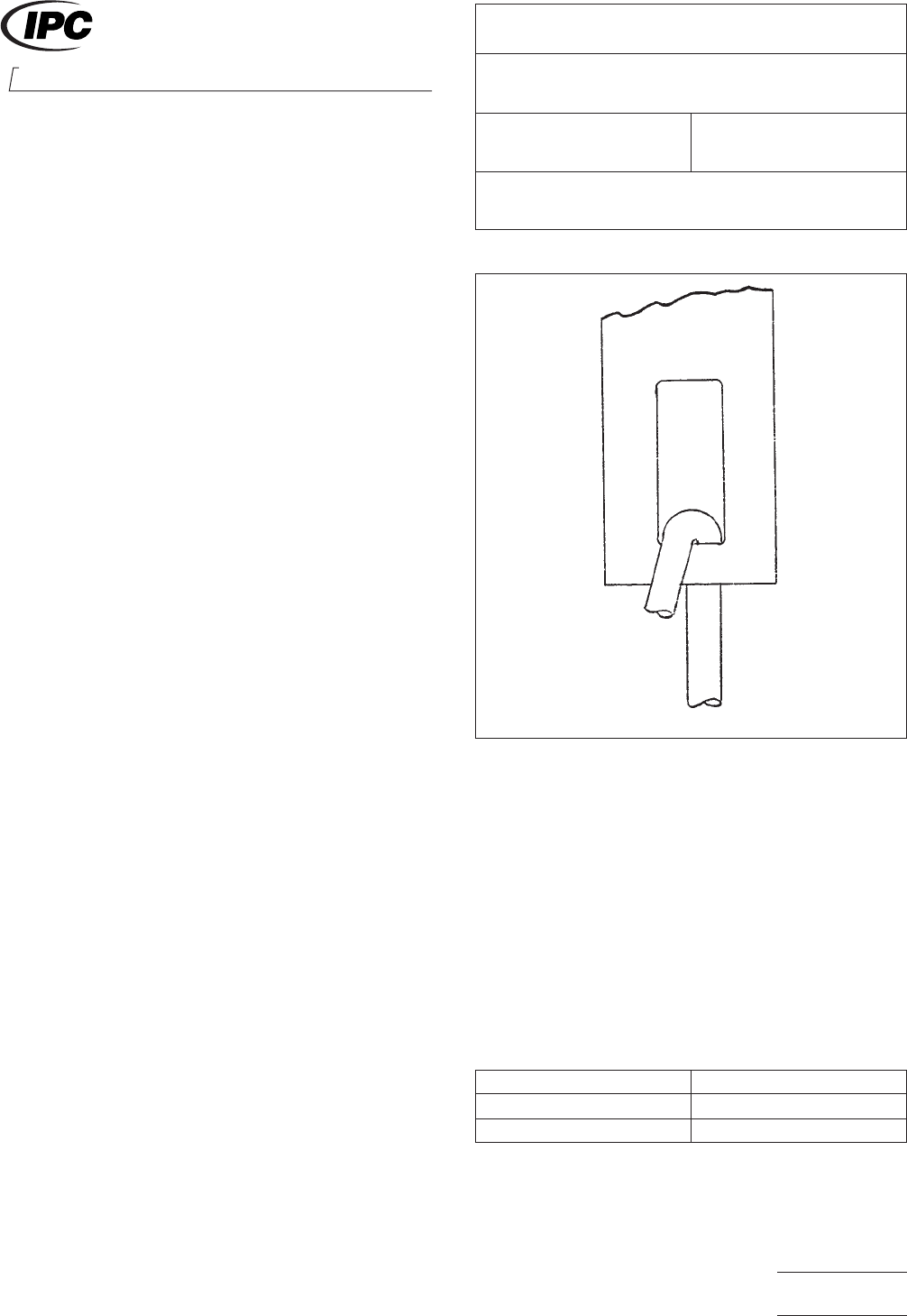
NOTE:
For wire-hole contacts, it is desirable that a short
length of solid copper wire of appropriate size be affixed as
shown in Figure 1.
3.2 Unless otherwise specified in the individual contact or
connector specification, the test samples shall not be cleaned
by any means prior to the test. Care shall be exercised to
avoid contamination (grease, perspirants, etc.) of the surface
to be tested.
4.0 Apparatus and Materials
4.1
Solder pot, having a minimum capacity of 2 pounds,
electrically heated, and thermostatically controlled to provide
and maintain the solder temperatures required.
4.2 A temperature measuring device of suitable range for
the specified test condition and an appropriate stainless steel
jacketed thermocouple.
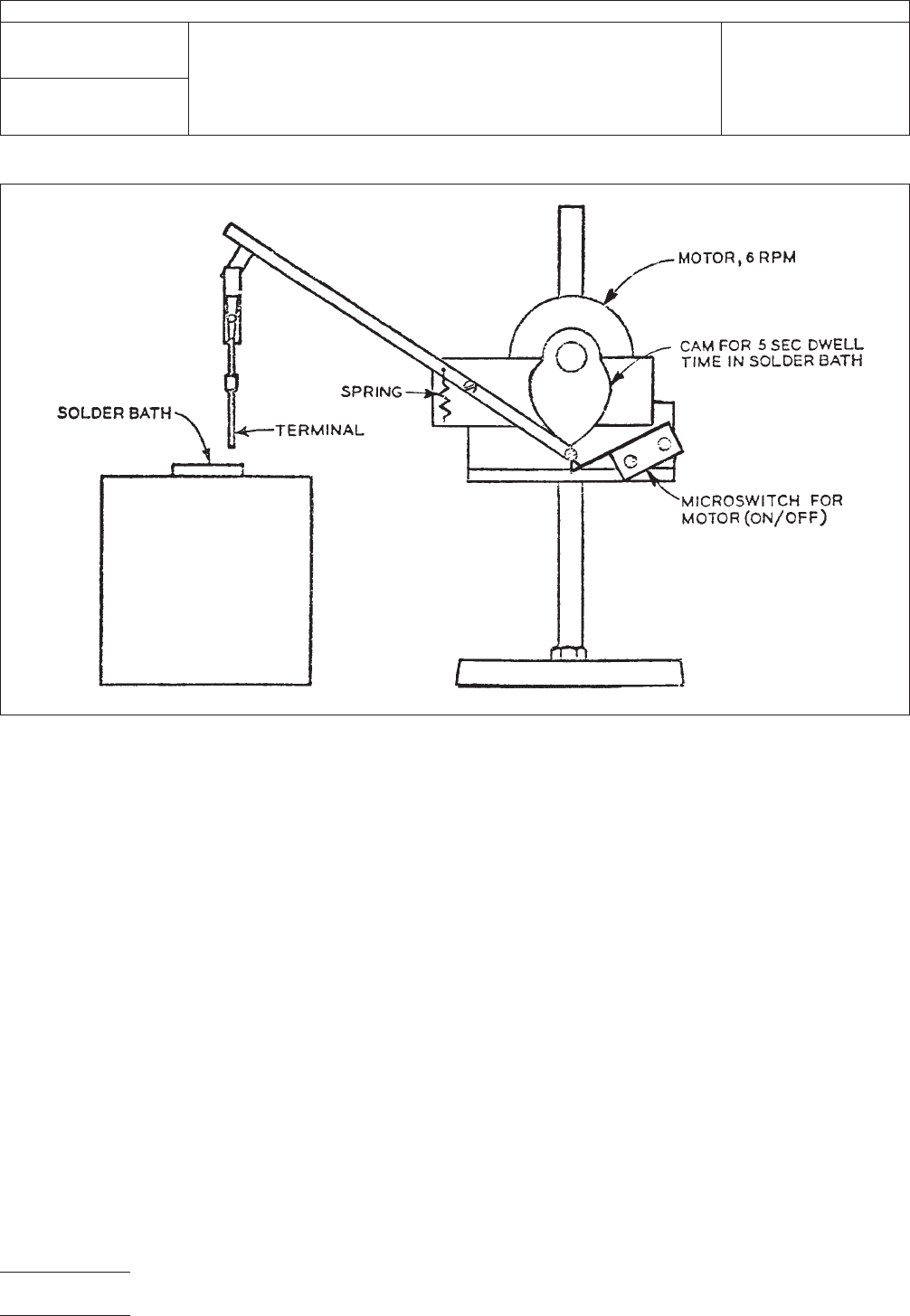
4.3 Dipping device similar to that shown in Figure 2.
4.4 Solder (Sn 60) conforming to Federal Specification
QQ-S-571.
4.5 Flux of non-corrosive type, composed of 25 percent (by
weight) rosin and 75 percent (by weight) alcohol. The rosin
shall be Class A, Type 1, Grade WW in accordance with Fed-
eral Specification LLL-R-626. The alcohol shall be 99 percent
isopropyl alcohol. The flux shall be free of additional activators.
5.0 Procedure
5.1
The solder pot temperature shall be adjusted to, and
maintained at, the specified test temperature shown in Table
1 for a minimum period of 2 hours prior to test.
Table I Test Temperatures
Condition Temperature
1 232 ± 5°C
2 271 ± 5°C
5.2
The portion of the contact to be soldered shall be
immersed in flux for a minimum period of 5 seconds and then
allowed to drain for a minimum period of 60 seconds prior to
test.
IPC-3-10-1
Figure 1 Wire Hole Termination
2215 Sanders Road
Northbrook, IL 60062-6135
IPC-TM-650
TEST METHODS MANUAL
Number
3.10
Subject
Solderability, Connectors
Date
7/75
Revision
A
Originating Task Group
N/A
Material in this Test Methods Manual was voluntarily established by Technical Committees of the IPC. This material is advisory only
and its use or adaptation is entirely voluntary. IPC disclaims all liability of any kind as to the use, application, or adaptation of this
material. Users are also wholly responsible for protecting themselves against all claims or liabilities for patent infringement.
Equipment referenced is for the convenience of the user and does not imply endorsement by the IPC.
Page1of2
ASSOCIATION CONNECTING
ELECTRONICS INDUSTRIES
5.3 The solder bath shall be occasionally stirred with a clean
stainless steel paddle to ensure that it is of uniform composi-
tion and temperature throughout. The surface of the bath shall
be skimmed immediately prior to each test to remove any
dross or residual unburned flux from previous tests.
5.4 The sample shall be affixed to the dipping device shown
in Figure 2 and oriented so that the contact termination will
enter the solder bath to the specified depth.
5.5 The sample shall be immersed in the solder bath at a
rate of 1.00 ± 0.25 inches per second and withdrawn at the
same rate. The dwell time in the solder shall be 5.0 ± 0.5 sec-
onds.
5.6 The sample shall not be removed from the dipping
device or otherwise disturbed until the solder has solidified.
5.7 The sample shall be thoroughly cleaned of residual flux
and examined under 10X magnification for evidence of the
following:
A. Dewetting of areas to be soldered.
B. Pinholes or voids in the solder coat.
C. Incomplete fill of solder well or hole.
6.0 Notes
6.1
Acceptance criteria shall be established in terms of one,
or any combination, of the following:
A. Less than 95% coverage of flat surfaces.
B. Pinholes or small voids or solder surface roughness con-
centrated in any one area of the contact.
C. Poor filleting around wire or incomplete fill of solder well.
IPC-3-10-2
Figure 2 Suggested Dipping Device for Solderability Test
IPC-TM-650
Number
3.10
Subject
Solderability, Connectors
Date
7/75
Revision
A
Page2of2