IPC-TM-650 EN 2022 试验方法.pdf - 第359页
1.0 Scope This procedure defines a test method used to determine dimensional stability of glass reinforced, copper- clad, thin laminates intended for use in rigid multilayer printed boards. The test is appropriate for ch…
T
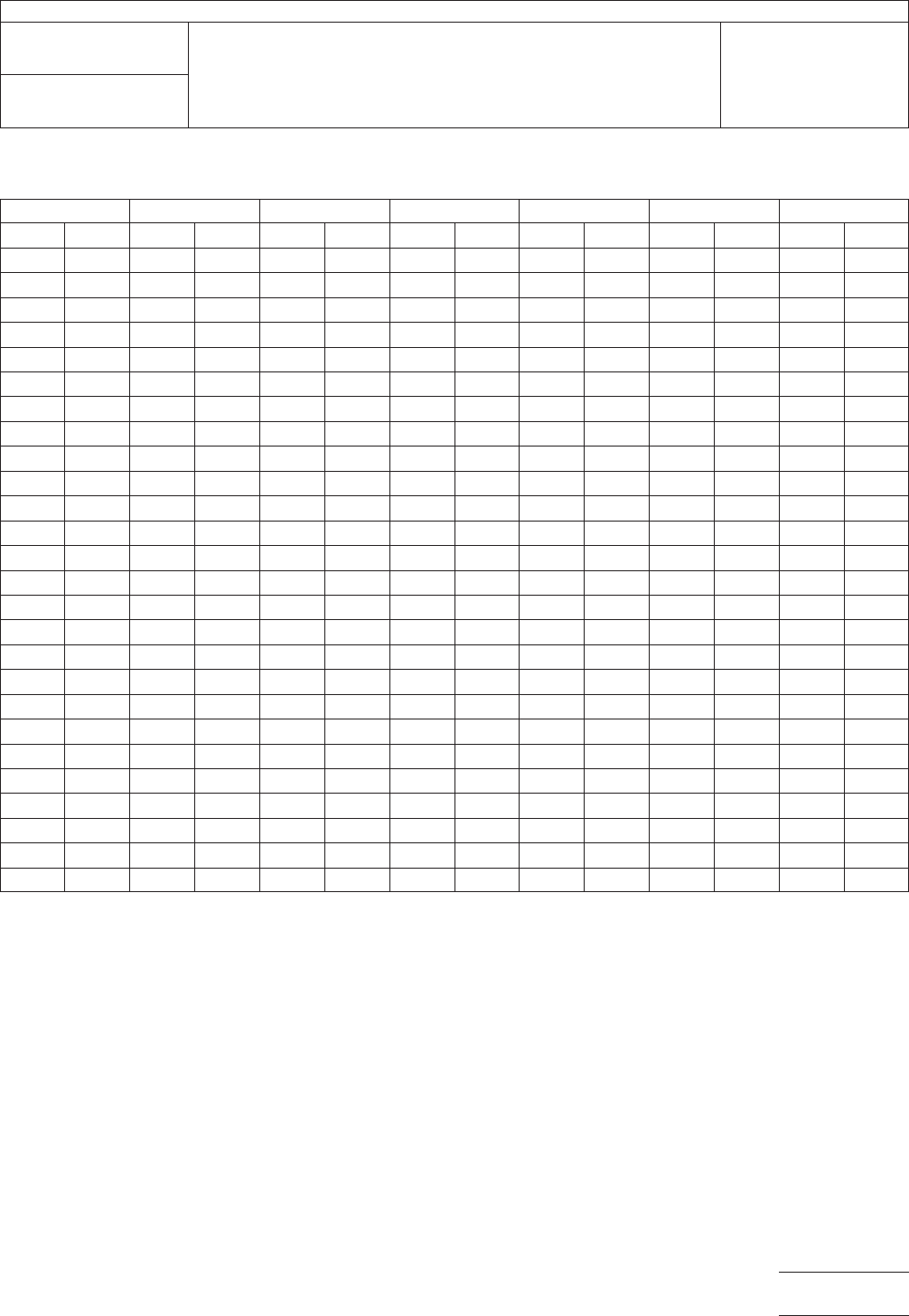
able 2 Initial Stackweight (Wo, grams) vs. Calculated Initial Thickness (ho, mils)
104
106 108 112 113 116 7628
Wo ho Wo ho Wo ho Wo ho Wo ho Wo ho Wo ho
20 1.03 25 1.28 40 1.95 35 3.13 35 2.97 45 3.82 80 6.71
21 1.10 26 1.35 41 2.02 36 3.24 36 3.09 46 3.94 81 6.73
22 1.16 27 1.41 42 2.08 37 3.36 37 3.21 47 4.06 82 6.85
23 1.23 28 1.48 43 2.15 38 3.48 38 3.32 48 4.17 83 6.97
24 1.29 29 1.54 44 2.21 39 3.60 39 3.44 59 4.29 84 7.08
25 1.36 30 1.61 45 2.28 40 3.71 40 3.56 50 4.41 85 7.20
26 1.43 31 1.68 46 2.34 41 3.83 41 3.67 51 4.52 86 7.32
27 1.49 32 1.74 47 2.41 42 3.95 42 3.79 52 4.64 87 7.44
28 1.56 33 1.81 48 2.47 43 4.07 43 3.91 53 4.76 88 7.55
29 1.62 34 1.87 49 2.54 44 4.18 44 4.03 54 4.88 89 7.67
30 1.69 35 1.94 50 2.60 45 4.30 45 4.14 55 4.99 90 7.79
31 1.75 36 2.00 51 2.67 46 4.42 46 4.26 56 5.11 91 7.91
32 1.82 37 2.07 52 2.73 47 4.54 47 4.38 57 5.23 92 8.02
33 1.88 38 2.13 53 2.80 48 4.65 48 4.50 58 5.35 93 8.14
34 1.95 39 2.20 54 2.86 49 4.77 49 4.61 59 5.46 94 8.26
35 2.01 40 2.26 55 2.93 50 4.89 50 4.73 60 5.58 95 8.38
36 2.08 41 2.33 56 2.99 51 5.01 51 4.85 61 5.70 96 8.49
37 2.14 42 2.39 57 3.06 52 5.12 52 4.97 62 5.82 97 8.61
38 2.21 43 2.46 58 3.13 53 5.24 53 5.08 63 5.95 98 8.73
39 2.27 44 2.52 59 3.19 54 5.36 54 5.20 64 6.05 99 8.85
40 2.34 45 2.59 60 3.26 55 5.48 55 5.32 65 6.17 100 8.96
41 2.40 46 2.65 61 3.32 56 5.59 56 5.44 66 6.29 101 9.08
42 2.47 47 2.72 62 3.39 57 5.71 57 5.55 67 6.40 102 9.20
43 2.53 58 2.78 63 3.45 58 5.83 58 5.67 68 6.52 103 9.32
44 2.60 59 2.85 64 3.52 59 5.95 59 5.79 69 6.64 104 9.43
45 2.66 50 2.91 65 3.58 60 6.06 60 5.91 70 6.76 105 9.55
Wo = grams, ho = mils; (n) for 104, 106, 108 = 18; (n) for 112, 113, 116 7628 = 10
Reference Documents
1. Journal of Elastomers and Plastics, 10,367 (1978), C.J. Bartlett
2. Journal of Elastomers and Plastics, 10,365 (1978) D.P. Bloechle
3. IPC-TP-281, The Use of Scaled Flow Testing for B-Stage Prepreg, C.J. Bartlett, D.P. Bloechle, W.A. Mazeika
4. IPC-TP-418, Application of Scaled Flow Testing as an Incoming Inspection Criteria, H.J. Brown
5. IPC-TP-420, Scaled Flow for Testing CRC Prepreg, J. Del, P. Marx, J. Sallo
6. D.P. Bloechle, ‘‘Epoxy Prepreg Characterization using Scaled Flow Testing Techniques,’’ Circuit World, 9,1 (1982), p.8
IPC-TM-650
Number
2.4.38
Subject
Prepreg
Scaled Flow Testing
Date
6/91
Revision
A
P
age3of3
电子技术应用 www.ChinaAET.com
1.0
Scope
This
procedure defines a test method used to
determine dimensional stability of glass reinforced, copper-
clad, thin laminates intended for use in rigid multilayer printed
boards.
The test is appropriate for checking material consistency. It is
not intended for defining suitability of the raw material to be
used in a specific printed board product or process.
2.0
Applicable Documents
IPC-TR-483
‘‘Dimensional
Stability Testing of Thin Lami-
nates’’
3.0
Test Specimen
The
specimen shall be 300 mm x 280
mm [12 in x 11 in] in size with the warp direction in the 300
mm dimension. A minimum of three specimens is required per
inspection lot. When evaluating laminate sheets, specimens
should be taken from opposite diagonal corners and from the
center of the sheet. For precut panels three randomly selected
panels shall be used to obtain the test specimens.
4.0
Apparatus
4.1
The
measurement apparatus shall be capable of mea-
suring the specimen within an accuracy of 0.0125 mm
[0.0005 in], over 250 mm [10.0 in] dimension. (Supergauge, or
equivalent, may be used.)
4.2
Ovens
used for baking must be of the air circulating type
and capable of ± 2°C control. The recovery time of the tem-
perature must be less than 15 minutes after specimens are
placed in the oven.
4.3
A
stabilization chamber (drying cabinet) containing cal-
cium chloride or silica gel capable of maintaining less than 20
RH at 21 ± 2°C.
5.0
Test Procedure
5.1 Preparation of the Specimen
5.1.1
Mark
the specimen for traceability in the identification
area (see Figure 1). No mechanical or chemical pre-cleaning is
permitted on the specimen.
5.1.2
Prepare
the four location points (see Figure 1) by drill-
ing or scribing.
5.1.3
Measure
distances Fl, F2, W1, and W2 utilizing the
apparatus defined in paragraph 4.1. Define distances to the
nearest 2.5 microns [0.0001 in]; the last digit of the reading
may be estimated. Record all values as initial measurements.
5.1.3.1
If
optical measurement must be used, a rigid plate
shall maintain the test specimen in a flat and horizontal posi-
tion.
5.1.4
Place
a 12 mm [0.5 in] diameter tape dot over holes
or scribe marks on side of laminate to be measured and a
piece of 25 mm x 12 mm [1.0 in x 0.5 in] wide tape over iden-
tifying information.
IPC-2439-a
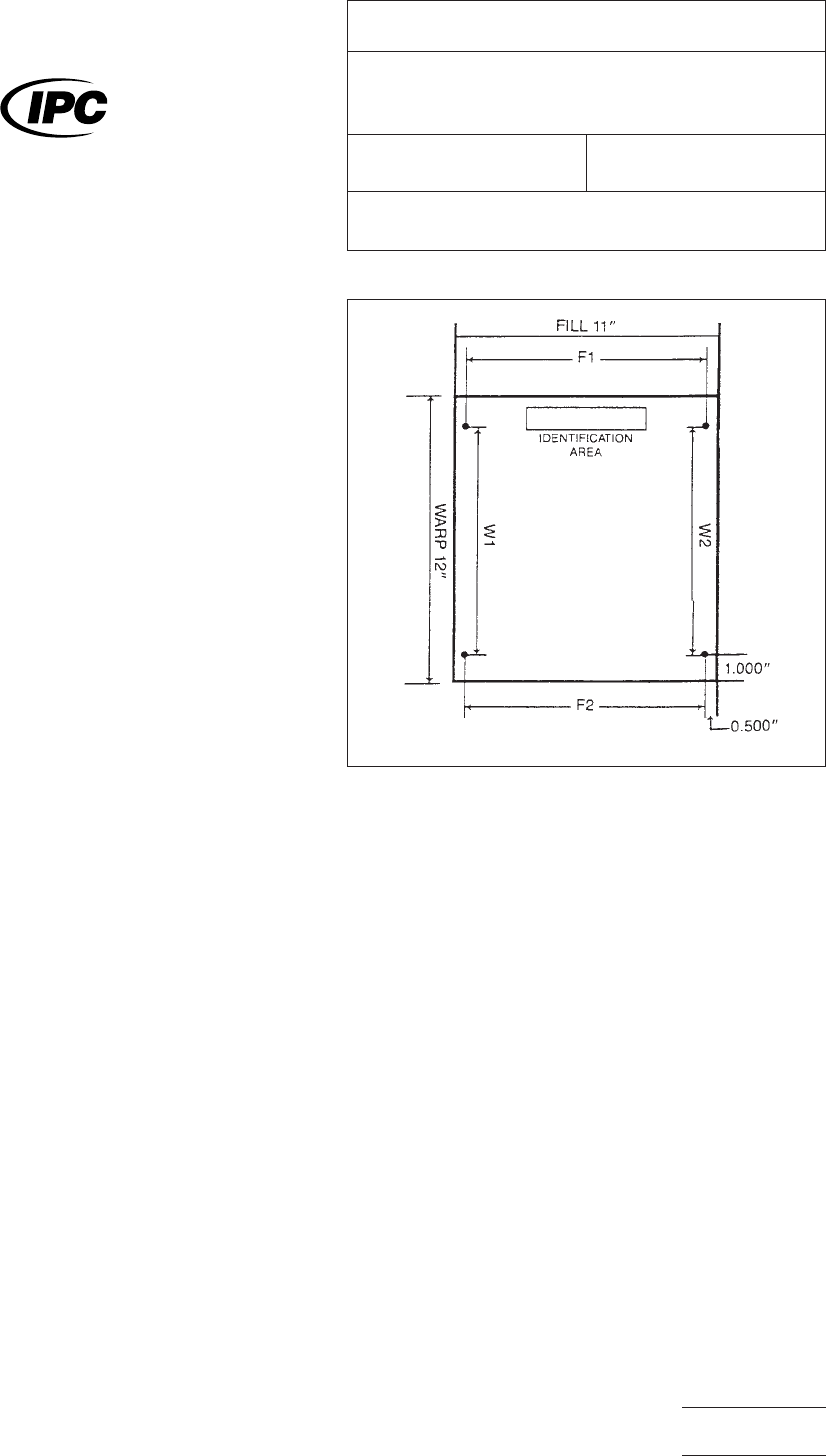
Figure
1 All dimensions are in inches. Four
measurements are required as indicated. Locate
measuring points approximately 12.7mm [0.500 in] from
each edge in the fill direction, and 25.4 mm [1.00 in] from
each edge in the warp direction.
The
Institute for Interconnecting and Packaging Electronic Circuits
2215 Sanders Road • Northbrook, IL 60062-6135
IPC-TM-650
TEST
METHODS MANUAL
Number
2.4.39
Subject
Dimensional
Stability, Glass Reinforced Thin
Laminates
Date
2/86
Revision
A
Originating Task Group
N/A
Material
in this Test Methods Manual was voluntarily established by Technical Committees of the IPC. This material is advisory only
and its use or adaptation is entirely voluntary. IPC disclaims all liability of any kind as to the use, application, or adaptation of this
material. Users are also wholly responsible for protecting themselves against all claims or liabilities for patent infringement.
Equipment referenced is for the convenience of the user and does not imply endorsement by the IPC.
P
age1of3
电子技术应用 www.ChinaAET.com
5.2
Copper Removal
Remove
copper by etching in cupric
chloride containing spray etcher at less than 50°C (122°F).
Rack samples upon exit from etcher, rinse, remove the tape,
and air-dry laminate. Submit to bake cycle (paragraph 5.3)
within four hours. (
Note:
Do
not use resist stripping solutions.)
5.3 If only the thermal stress cycle is to be used proceed to
5.5. If not, proceed to 5.4.
5.4
Bake Cycle
5.4.1
Bake
specimens at 105°C ± 5°C for four hours ± 10
minutes. Vertically rack and place specimens in oven parallel
to air flow with specimens being separated by a minimum of
1/2 inch.
5.4.2
After
baking, immediately place the test specimens in
a stabilization chamber (paragraph 4.3).
5.4.3
Remove
from stabilization chamber after one hour
+
1
⁄
2
/-0
hours and, within 5 minutes, measure W1
1
,W
2
1
,F
1
1
,
and
F2
1
,
using the apparatus defined in paragraph 4.1.
5.4.4
If
the thermal stress cycle is to be included in this test,
proceed to paragraph 5.5. If not, proceed to 5.6.
5.5
Thermal Stress Cycle
After
the bake cycle measure-
ment (5.4), if immediate further processing is not feasible,
place specimens in a stabilization chamber until test is contin-
ued.
5.5.1
If
a stabilization chamber is used, remove from the
stabilization chamber and bake specimens at 150°C ± 5°C for
two hours ± 5 minutes. Vertically rack and place specimens in
oven parallel to air flow, with specimens being separated by a
minimum of 1/2 in.
5.5.2
After
baking, immediately place the test specimen in a
stabilization chamber (paragraph 4.3).
5.5.3
Remove
from stabilization chamber after 1 hour + 1/ 2
hour, -0 hours, and, within 5 minutes, measure W1, W2, F1,
and F2, using the apparatus indicated in paragraph 4.1.
Record values as W1
2
,W
2
2
,F
1
2
,
and F2
2
.
5.6
Evaluation
Determine
the change in dimensional sta-
bility using the following formulation:
5.6.1
Warp Evaluations
Warp =
W1
1
− W1
W1
x1
0
3
= Mils/per
inch for W1 after bake
W2
1
− W2
W2
x1
0
3
= Mils/per
inch for W2 after bake
Repeat for W1
2
and
W2
2
for
after stress
Where W1/W2 = initial dimensions,
W1
1
/W2
1
=
after bake dimensions, and
W1
2
/W2
2
=
after thermal stress.
5.6.2
Fill Evaluations
Fill =
F1
1
− F1
F1
x1
0
3
= Mils/per
inch for F1 after bake
F2
1
− F2
F2
x1
0
3
= Mils/per inch for F2 after bake
Repeat for F1
2
and
F2
2
for
after stress
Where F1/F2 = initial dimensions,
F1
1
/F2
1
=
after bake dimensions, and
F1
2
/F2
2
=
after thermal stress.
5.6.3
Calculations
Take
the warp dimensions made on all
the measured specimens and determine the mean value for
the warp dimensional stability characteristics of the laminate
after bake. Follow similar procedures on the calculations for
the fill dimensional stability characteristics after bake. Extreme
values should be eliminated using the procedure defined in
paragraph 5.6.4. Similar measurements are made to calculate
the after thermal stress dimensional stability characteristics.
5.6.4
Extreme Value Eliminated
Take
measurements in
subgroup (warp or fill) and arrange in descending order of
magnitude. Solve for D, using procedure detailed in Table 1. If
calculated D is larger than the value of D shown in Table 2 for
the number of measurements being evaluated, the outlier is
significant and should be deleted.
6.0 Notes
The following is a checklist that should be used
by personnel responsible for performing this method in order
to provide repeatable/correlatable results. The IPC Dimen-
sional Stability Task Group responsible for the technical report
on dimensional stability has determined that checklist items 2,
5, 6, 9, 14, 15, 16 and 18 are critical to appropriate use of this
procedure. (See IPC-TR-463.)
IPC-TM-650
Number
2.4.39
Subject
Dimensional
Stability, Glass Reinforced Thin Laminates
Date
2/86
Revision
A
P
age2of3
电子技术应用 www.ChinaAET.com