IPC-TM-650 EN 2022 试验方法.pdf - 第40页
Comparisons to Specifications (Used when both specifications exist) T opic Equation Calculation Answer % Repeatability 5.15 x S r USL − LSL x 100 % Reproducibility 5.15 x S R USL − LSL x 100 % Measurement R&r 5.15 x S …
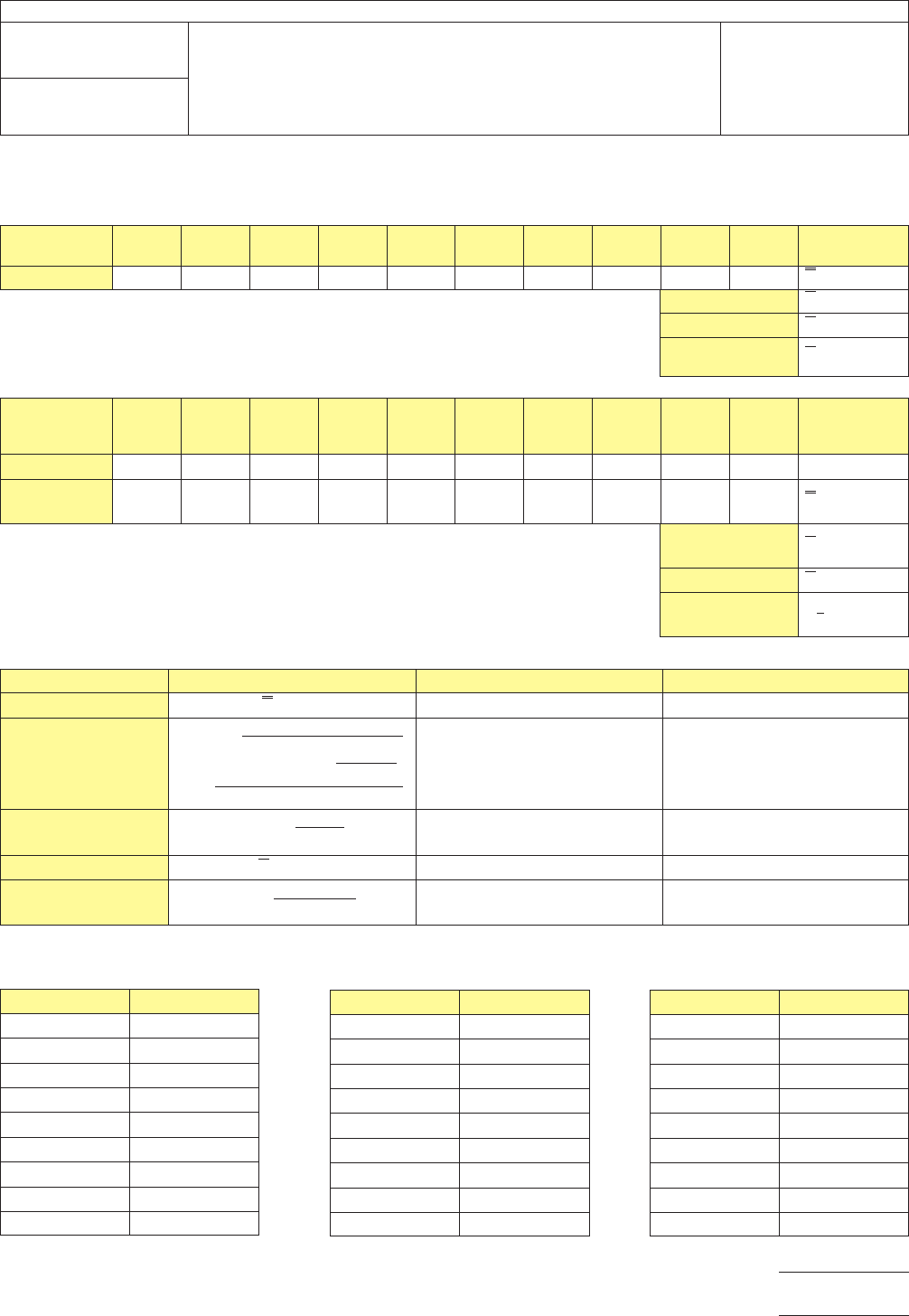
Measurement
Precision Study – Calculation Sheet
Sample Data
Sample 123456789
10
Average Part
Average
Part
Average
X=
Max Part Avg X
Max
=
Min Part Avg
X
Min
=
Range
of
Part Avgs
R
P
=
Condition
Data
Condition ABCD
EFGH I J
Average
Condition
Range
Average
Average
Range
R=
Max
Condition
Avg
X
Max
=
Min
Condition Avg
X
Min
=
Range
of
Condition Avgs
R
X
=
V
ariability Calculations
T
opic Equation Calculation Answer
Repeatability
S
r
= RxK
1
/
5.15 S
r
=
Reproducibility
S
R
=
√
(R
—
X
xK
2
)
2
−
(
28.1
x S
r
2
nxk
)
5.15
S
R
=
Total
R&r
S
R&r
=
√
S
r
2
+ S
R
2
S
R&r
=
Product
Variation S
P
=R
P
xK
3
/
5.15 S
P
=
Total
Variation
S
T
=
√
S
r
2
+ S
R
2
+ S
P
2
S
r
=
K
Factors
Readings
K1
2
4.565603
3 3.041937
4 2.501214
5 2.214101
6 2.03236
7 1.904586
8 1.808922
9 1.734007
10 1.673164
Parts
K3
2
3.652482
3 2.696335
4 2.299107
5 2.076613
6 1.928839
7 1.819788
8 1.739865
9 1.672078
10 1.619497
Operations
K2
2
3.652482
3 2.696335
4 2.299107
5 2.076613
6 1.928839
7 1.819788
8 1.739865
9 1.672078
10 1.619497
IPC-TM-650
Number
1.9
Subject
Measurement
Precision Estimation for Variables Data
Date
01/03
Revision
A
P
age9of10
电子技术应用 www.ChinaAET.com
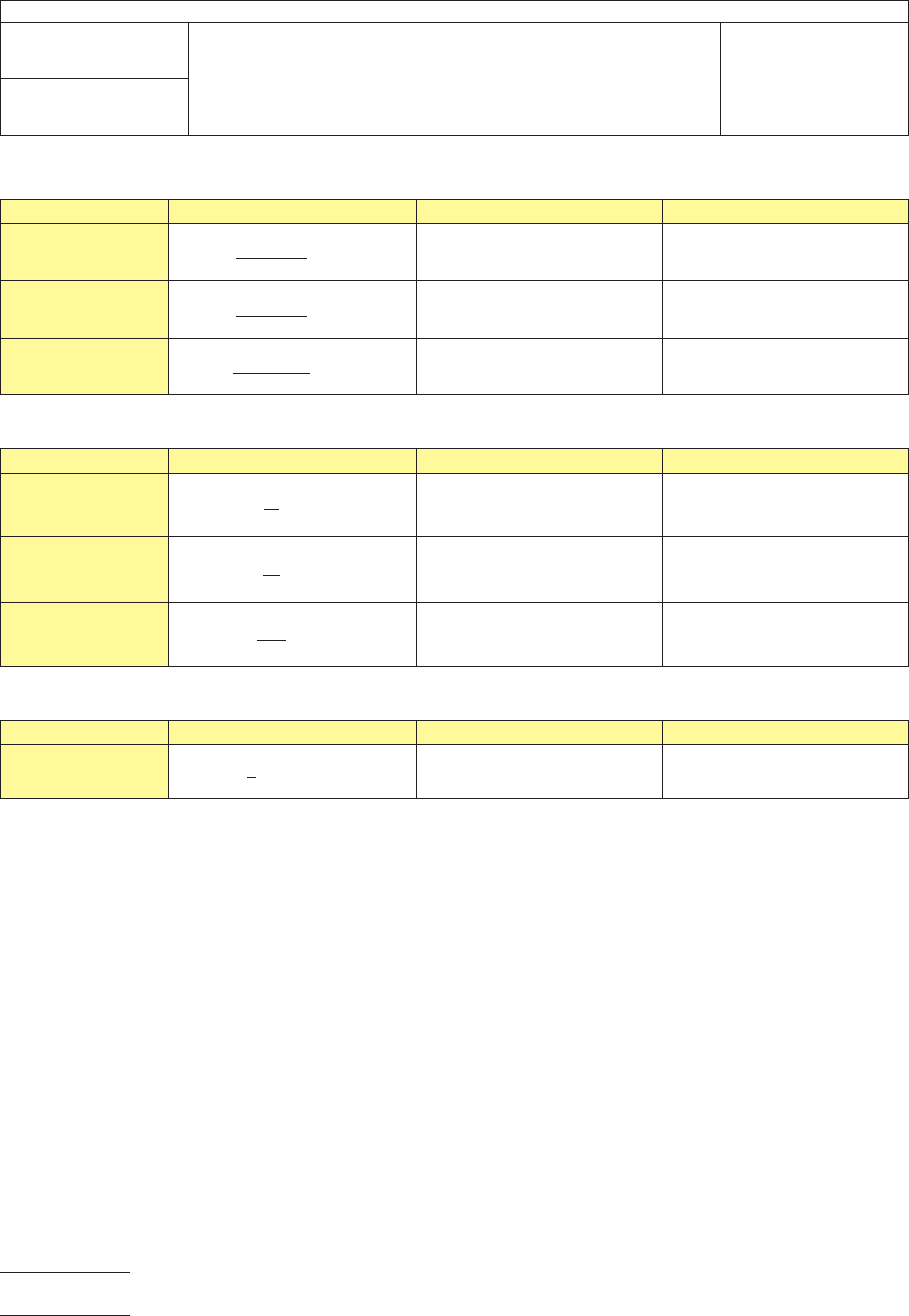
Comparisons
to Specifications (Used when both specifications exist)
T
opic Equation Calculation Answer
%
Repeatability
5.15 x S
r
USL − LSL
x
100
% Reproducibility
5.15 x S
R
USL − LSL
x
100
% Measurement R&r
5.15 x S
R&r
USL − LSL
x
100
Comparisons to Total Variation
T
opic Equation Calculation Answer
%
Repeatability
S
r
2
S
T
2
x
100
% Reproducibility
S
R
2
S
T
2
x
100
% Measurement R&r
S
Rxr
2
S
T
2
x
100
Measurement Tolerance
T
opic Equation Calculation Answer
Tolerance
+
–
2.57
x S
R&r
IPC-TM-650
Number
1.9
Subject
Measurement
Precision Estimation for Variables Data
Date
01/03
Revision
A
Page
10 of 10
电子技术应用 www.ChinaAET.com

Measurement
Precision Calculator Users Guide
For
Use with Test Method 1.9,
Measurement Systems Analysis for Variables Data
(IPC
Measurement Precision Task Group (7-11a), Version 1.0)
Introduction
W
elcome to the Measurement Precision Calculator. This utility will help perform the calculations for Measurement Systems
Analysis (MSA) described in the IPC Test Method IPC-TM-1.9.
This software is useful in cases where the measurement data is recorded as variables data and recorded on a continuous
scale. The calculations allow for up to five repeated readings, taken on each of up to 10 samples by up to 10 test laborato-
ries or test conditions.
Please refer to the test method before beginning the study. The test method defines the terms and equations used in detail.
This User Guide provides detailed instructions for analyzing the MSA data on the Measurement Precision Calculator, and
how to draw conclusions from the metrics.
This software is an Excel workbook and includes the following:
• A blank spreadsheet to enter measurements
• A spreadsheet with example data
• A form for manual data entry, if desired
• Further information on the K factors used in the calculations
The goal in preparing this workbook was to keep it as simple and easy to implement as possible, but still provide a good
basic MSA. This procedure has been used many times and can often be completed with as little as an hour’s work on each
of three consecutive days. This method provides a good initial assessment. It is quick and easy enough to be used on all
tests, current and new. It can help isolate cases where further analysis is needed. It is useful both on current production tests
and as a test validation review for new designs.
This spreadsheet has been tested with the Excel versions included with Office 97 and Office 2000. It does not use macros,
so compatibility problems have been minimized. The sheets were formatted to print on 8-1/2 by 11 pages on most laser and
ink jet printers.
Preparing
for the study
Begin
by determining the measurement processes to be evaluated. All measurements are candidates for a study. In every
case where we perform a measurement, we deserve to know the precision of the measurement. Every measurement could
be followed by a ‘‘± X’’, where ‘‘X’’ would represent the tolerance of the measurement.
The secret to performing a good MSA is to prepare well. The first step in preparing the MSA is to identify all the MSA
candidates. Begin by identifying the measurements being performed. List the equipment needed, the parts tested, and the
set-ups required. For each piece of equipment, note the ranges used. The complete list of MSA candidates includes all com-
binations of all tests, equipment, set-ups, ranges and all products.
As in many cases, this list probably includes far more potential candidates for an MSA than time or budget restrictions will
allow. So one must identify the top candidates and make sure they begin with the most critical first.
So, the second step in preparing the MSA is to prioritize the candidates. The best ranking method for one’s situation will
probably be unique, but there are several factors to consider.
January
2003 Users Guide
1
电子技术应用 www.ChinaAET.com