IPC-TM-650 EN 2022 试验方法.pdf - 第728页
1.0 Scope This procedure is a rapid means for evaluating glass epoxy laminate integrity on different lots of base lami- nate materials before placing materials on the production floor, and thereby reducing the cost of pr…

held
for 30 minutes. The humidity should then be increased to
93%RH.
5.6.3.3
Expose specimen to the above environment for 240
hours (10 days). M and H fluxes may be tested in the cleaned,
as well as uncleaned, condition. Specimens shall be cleaned
per the manufacturers instructions.
5.7
Evaluation
5.7.1
After
the exposure period, remove test specimens
from humidity chamber, examine at 20X magnification and
compare with observations noted in 6.5 (see 8.2).
5.7.2
For
purposes of this test method, the following defini-
tion of corrosion shall prevail: ‘‘A chemical reaction between
the copper, the solder, and the constituents of the flux resi-
dues, which occurs after soldering and during exposure to the
above environmental conditions.‘‘ Corrosion for this test is
classified as follows:
5.7.2.1
Minor Corrosion
Any
initial change of color, which
may develop when the test panel is heated during soldering,
is disregarded. Discrete white or colored spots in the flux resi-
dues or a color change to green-blue without pitting of the
copper or formation of excrescences is regarded as
minor
corrosion.
5.7.2.2
Major Corrosion
Any
initial change of color which
may develop when the test panel is heated during soldering is
disregarded. Subsequent development of green-blue discol-
oration with observation of pitting of the copper panel or
excrescences at the interfaces of the flux residue and copper
boundary, is regarded as
major
corrosion.
6
Notes
6.1
Questionable
results may be confirmed by analyzing the
suspected corrosion via Energy Dispersive X-ray Spectros-
copy (EDS) for the presence of copper.
6.2
Color
photos before and after the test are valuable tools
in identifying and documenting corrosion.
6.3
Safety
Observe
all appropriate precautions on MSDS
for chemicals involved in this test method.
IPC-TM-650
Number
2.6.15
Subject
Corrosion,
Flux
Date
06/04
Revision
C
P
age3of3
电子技术应用 www.ChinaAET.com

1.0
Scope
This
procedure is a rapid means for evaluating
glass epoxy laminate integrity on different lots of base lami-
nate materials before placing materials on the production
floor, and thereby reducing the cost of processing material
which may later prove to be defective.
2.0
Applicable Documents
IPC-A-600
Acceptability
of Printed Boards
IPC-MI-660
Guidelines
for Incoming Inspection of Raw Mate-
rials
3.0
Specimens
The
samples of qualification or incoming
production test coupons shall be 4.0 inch x 4.0 inch x 1/16
inch thick (see 7.1) and etched using the standard commer-
cial practices procedure of the individual test facility. The test
coupons can be taken from any part of the laminate. The test
strip may be sheared, but the individual test coupons shall be
sawed and their edges sanded.
4.0
Number of Test Coupons to be Tested
Five
coupons
shall be tested and may arbitrarily contain a known ‘‘pass’’
and ‘‘fail’’ control coupon. However, if a failure mode is estab-
lished, a second set of 5 samples shall be tested from another
laminate and this set must contain a pass and fail control. The
number of test coupons tested at any one time should be lim-
ited to the capacity of the pressure vessel being used.
5.0
Apparatus
5.1
Any
standard laboratory autoclave pressure vessel hav-
ing a 6-quart capacity. A commercial household 6-quart stain-
less steel pressure cooker capable of developing 15 psi pres-
sure (the 15 psi pressure set at the location of the test) may
be used if equipped with a properly calibrated pressure gauge
to maintain 15 psi ± 0.5 psi pressure.
5.2
A
laboratory solder pot capable of maintaining a solder
bath (SN 60) at 500°F–0°+10°F.
5.3
Stop
watch.
5.4 Solder
pot containing SN 60/40 solder.
6.0
Test
6.1 Preparation
6.1.1
Cut test coupons only by sawing, and sand the edges
of the specimens so they are smooth.
6.1.2
Etch
specimens to remove metal foil except in any
areas which may have identification codes.
6.1.3 Apply
permanent identification markings on speci-
mens on the end that will not be immersed in the solder pot.
6.1.4
The
specimens will be placed in a suitable rack for
suspending in the pressure vessel. The specimens should not
be drilled for suspension as this creates a path for moisture
incursion, giving false results.
6.1.5
Pour
water into pressure vessel to approximately 1.0
inch depth. Cover and bring to a boil without pressurizing.
6.2
Test
6.2.1
When
steam is observed at the vent, uncover and
suspend specimens vertically over boiling water, being careful
not to allow specimens to touch each other or the walls of the
pressure vessel. This step must be done rapidly to avoid
undue cooling of the water and pressure vessel.
6.2.2
The
heat-up time should be controlled at 7 minutes ±
1 minute.
6.2.3
After
reaching 15 psi. maintain this condition for 30
minutes+2–0minutes.
Note:
Other
pressure vessel dwell times may be agreed upon
between user and vendor.
6.2.4
At
the end of the exposure time, cool and vent the
pressure vessel as recommended by the manufacturer.
6.2.5
Carefully
remove the hot specimens from the pressure
vessel and blot dry with paper towel (see caution notes).
6.2.6
The
specimens shall be maintained at ambient tem-
perature, and within 10 minutes it shall be immersed vertically
(with the edge parallel to the solder surface) into the solder
bath which is maintained at either 500°F–0+10°F for 20
The
Institute for Interconnecting and Packaging Electronic Circuits
2215 Sanders Road • Northbrook, IL 60062-6135
IPC-TM-650
TEST
METHODS MANUAL
Number
2.6.16
Subject
Pressure
Vessel Method for Glass Epoxy Laminate
Integrity
Date
7/85
Revision
Originating Task Group
N/A
Material
in this Test Methods Manual was voluntarily established by Technical Committees of the IPC. This material is advisory only
and its use or adaptation is entirely voluntary. IPC disclaims all liability of any kind as to the use, application, or adaptation of this
material. Users are also wholly responsible for protecting themselves against all claims or liabilities for patent infringement.
Equipment referenced is for the convenience of the user and does not imply endorsement by the IPC.
P
age1of3
电子技术应用 www.ChinaAET.com
seconds.
Immersion and withdrawal rates should not exceed
2 seconds. Do not allow test coupons to touch bottom of sol-
der bath.
Note:
Other
solder bath temperatures maybe agreed upon by
user and vendor.
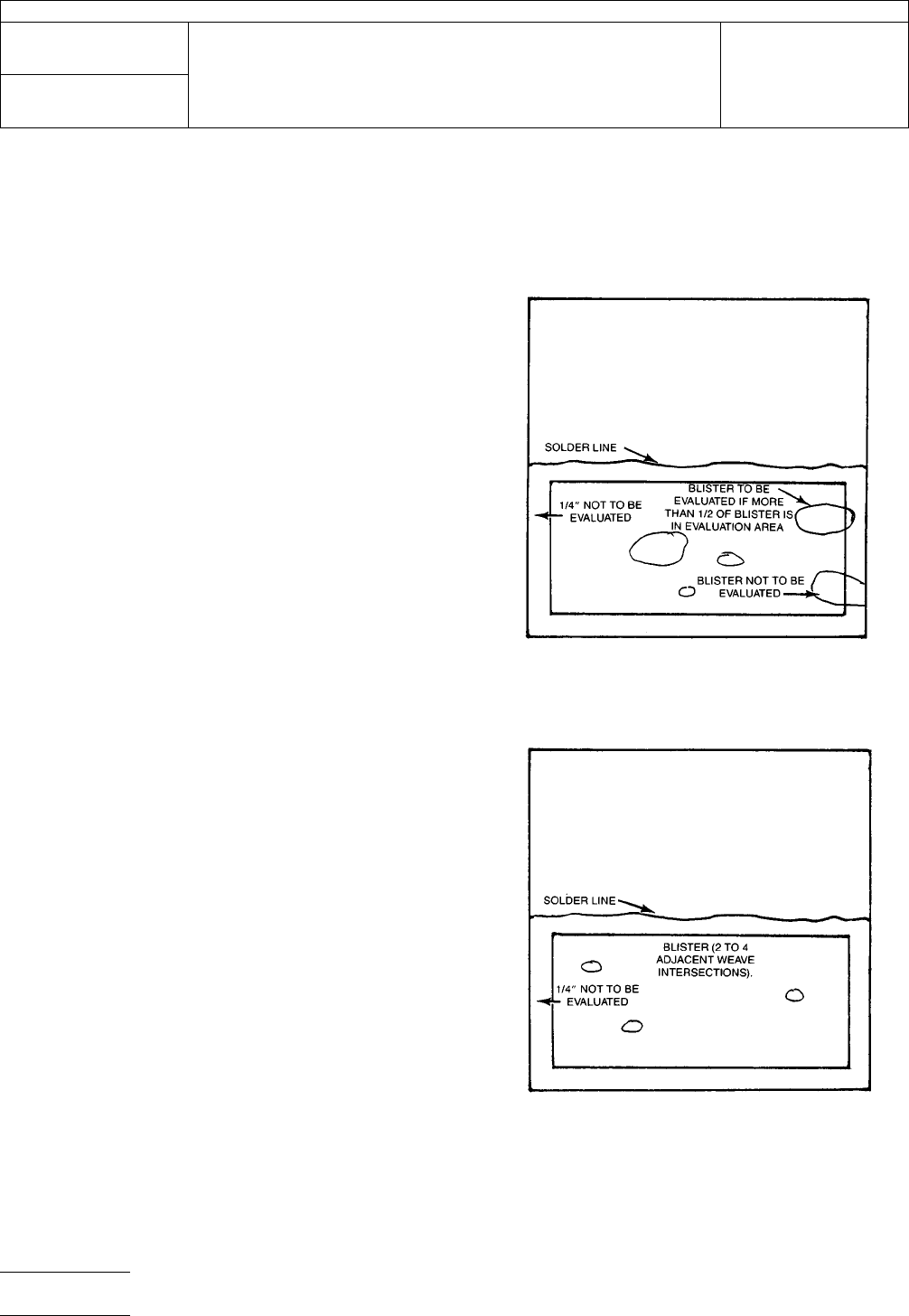
6.3 Evaluation
6.3.1
Do
not evaluate areas within 1/8 inch from all edges,
including solder line.
6.3.2
Grading
Grade
specimens on the evaluation scale of
5 through 1 (below) according to degree of severity of the
attack. In order for the grading to be more meaningful, the
tester should also provide comments on the overall specimen
appearance. For additional description and illustrations of
measles, blisters, weave texture, delamination, etc., refer to
IPC-A-600, Acceptability Guidelines for Printed Wiring.
V
alue Condition
5
The samples have no measles, blisters, or sur-
face erosion.
4 Occasional minute (1/32 inch or less) measles.
3 Minute measles scattered across the speci-
men.
2 Occasional minor blisters (two to four adjacent
weave intersections).
1 Large blisters, delamination, or convolution.
If five test coupons are evaluated, the test may use a total
performance points-rating (e.g.,5x5=25).
7.0 Notes
7.1
This
test method is developed for 1/16 inch thick mate-
rial. Different results are to be expected for other thicknesses.
Therefore, the time of exposure and grading values may
change for different thicknesses and must be agreed upon
between user and vendor.
7.2
Warning
Pressure
vessel must always be opened with
extreme caution to be certain pressure has been released.
7.3
Warning
Samples
could retain some moisture. There-
fore, care should be taken in immersing the sample in the sol-
der bath. It is recommended that the operator work behind a
suitable protective screen and use a glove to protect the hand
holding the sample. The wet specimens will react violently
during the immersion into the solder pot, splaying and sput-
tering bits of molten solder about the fume hood. Proper pre-
cautionary measures must be taken.
IPC-2616-1
CONDITION
1
IPC-2616-2
CONDITION
2
IPC-TM-650
Number
2.6.16
Subject
Pressure
Vessel Method for Glass Epoxy Laminate Integrity
Date
7/85
Revision
P
age2of3
电子技术应用 www.ChinaAET.com