RS-1_instruction manual.pdf - 第163页
Part 1 B asic O peration Chapter 2 Pr oduction 2- 52 2.9 Produ ction Ma nagemen t Informa tion (Wind ow) When you se lect “PWB pr oduction” as the product ion mode, the prod uction m anagement informati on is saved. This…
Part 1 Basic Operation Chapter 2 Production
2-51
Suspending PWB production
The system stops production and redisplays the production requirements screen when it finishes
producing the planned number of PWBs.
All of three-color lamps of the signal tower light at the same time to indicate that the system has
produced the planned number of PWBs.
To abort production before the system finishes producing the planned number of PWBs, press the
<STOP> switch to put the machine in the pause state, and press the <STOP> switch again. The
following inquiry dialog box appears on the screen.
When you click the < STOP > button, the system aborts the current PWB production.
Even though the machine uses the dual-lane conveyor to produce PWBs, PWB production of the
front lane and that of the rear lane are suspended at the same time when they are put in the pause
state.
CAUTION
When you press the <STOP> switch, the machine replaces a nozzle
with another one. To avoid a risk of injury, do not put your hands inside
the machine nor move your face or head close the machine
End of production
Select the “Exit” button in the Information area or click the box located on the right corner of the
screen.
The following message appears on the screen.
Select whether to save the production program (including the production management information):
by clicking the <YES> button or the <NO> button.
The system quits the production screen, and displays the main screen.
Part 1 Basic Operation Chapter 2 Production
2-52
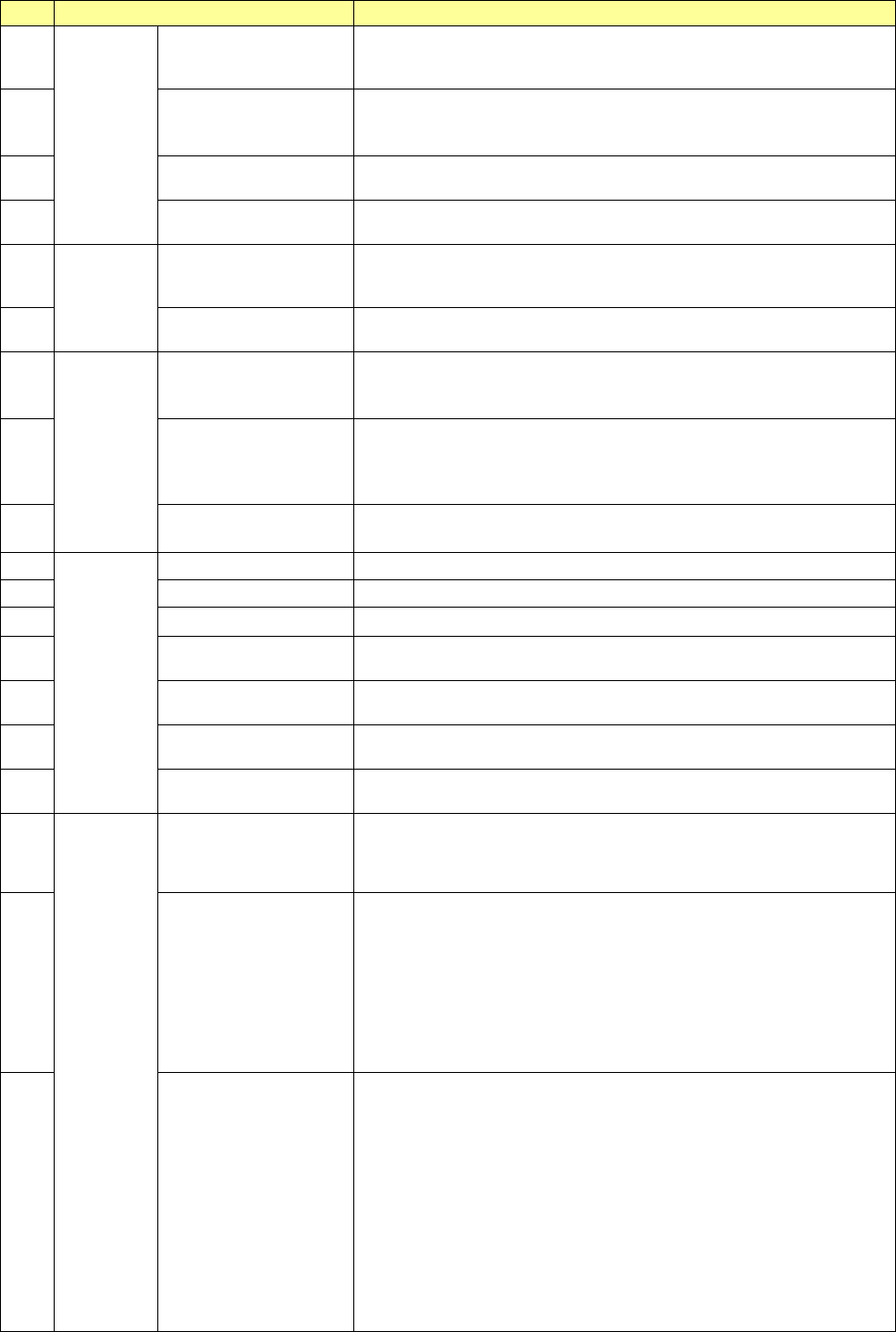
2.9 Production Management Information (Window)
When you select “PWB production” as the production mode, the production management
information is saved. This section describes the production management information saved during
production.
Production management information
(1) Conditions under which the production management information is collected
① When “PWB production” is selected as the production mode, and components are placed on
all component placement positions of a board
② Once the information is collected, new information collected during the next production is
added to the previous production management information.
If you want to collect new data only, clear the information already stored.
(2) Production management information screen
Click the [Window] command from the “Product” menu, and select the production management
information to be displayed on the screen.
(3) Contents
1) Production management information (All)
Part 1 Basic Operation Chapter 2 Production
2-53
No.
Menu item
Description
1
PWB
production
Number of PWBs
produced
Number of PWBs already produced after the production management
information was cleared the last time (number of PWBs produced
completely only)
2
Number of circuits
produced
Number of circuits already produced
(Number of PWBs produced × Number of circuits – Number of bad
marks detected)
3
Prod. start time
Date and time the machine started PWB production for the first time
after clearing the production management information last time.
4
Prod. end time
Date and time the machine finished PWB production with this
production program last time.
5
Tac t
Machine Tact
Shows the time from when one board is loaded into the machine until
when the board is ejected..
The cycle time per station is displayed also.
6 Line Tact
Shows the time from when one board is ejected until when the next
board is ejected.
7
Ratio
Ratio of Pick-up (%)
Shows the successful component pick-up ratio.
(Number of successful component pick-ups / (Number of successful
component pick-ups + Number of component pick-up errors) )× 100
8 Ratio of Placement (%)
Shows the successful component placement ratio.
(Number of successful component placements / (Number of
successful component placements + Number of component
placement errors)) × 100
9 Ratio of Retry (%)
Shows how frequently a component pick-up retry has occurred.
(100 – “Ration of Pick-up”)
10
Number
Total picked Total number of picked-up components
11
Cmp. picked
Total number of components picked up successfully
12 Cmp. placed Total number of components placed successfully
13 Bad marks detected
The total number of circuits for which bad mark is detected and
detected area bad marks.
14
BOC mark recognition
errors
Number of BOC mark recognition errors that have occurred
15
Area mark recognition
errors
Number area mark recognition errors that have occurred
16
Component run out
stops
How many times the machine stopped due to a component run-out
error
17
Time
Operation time
Accumulated time from when PWB production started until when it
finished excluding stop time and waiting time for a board (pause is not
included in this time period)
18 PWB load wait
Shows the accumulated time that passed until the In sensor was set
to ON.
Note that if there is any board on the Out buffer when the clamped
board is released, the time is counted as the “PWB eject wait” time.
In addition, if there is no board on the Out buffer when the clamped
board is released and the In sensor or the Wait sensor is already set
to ON, the time is not added to the “PWB load wait” time. Any time
period when the machine paused while the machine was waiting for a
board to be loaded into it is not included in this “PWB load wait” time.
19 PWB eject wait
Shows the accumulated time that passed from when the clamped
board was released till when the Out sensor was set to OFF (until
when a board was ejected if there was the board on the Out buffer) if
the Out sensor was set to ON (when there was a board on the Out
buffer) when the clamped board was released.
Note that if there is no board on the Out buffer when the clamped
board is released, the time is not added to the “PWB eject wait” time.
However, if a board is the last one, the time passes from when the
clamped board is released till when the last board finishes being
transported is added to the “PWB eject wait” time regardless of the
state of the Out sensor, ON or OFF. In addition, any time period
when the machine paused while the machine was waiting for a board
to be ejected from it is not included in this “PWB eject wait” time.