RS-1_instruction manual.pdf - 第697页
Part 2 D etaile d Descript ion of E ach Functi on Chapter 7 Operation Option 7- 22 7.4.6 Cueing When you pr ess the <C UEING> button, the “ Component cueing f unction” set ting screen appears. No. Menu item Descrip…
Part 2 Detailed Description of Each Function Chapter 7 Operation Option
7-21
No. Menu item
Description
Status Operation and detailed explanation
4
Non-stop operation
(MTC)
Set execution of the Non-stop operation function of an MTC.
This item is enabled only when “TR6D” is selected for the menu item “MTC” on
the “Device enable” screen invoked from the “Machine Setup” screen.
If components run out at the main stacker when both the main stacker
and the sub stacker are prepared, the machine continues to pick up
components from the sub stacker without stopping production.
5
Alternate (MTC)
Make settings of the alternate production mode function to be executed during
Non-stop operation (MTC).
Components are picked up by the sub-stacker until the sub-stacker is
put to a “no components” status even if components are replenished in
the main stacker while the sub-stacker is used.
The pick from the main stacker has priority.
6
Non-stop operation
(MTS)
Set execution of the Non-stop operation function of an MTS.
This item is enabled only when “TR5D” is selected for the menu item “MTS” on
the “Device enable” screen invoked from the “Machine Setup” screen.
If components run out at the main stacker when both the main stacker
and the sub stacker are prepared, the machine continues to pick up
components from the sub stacker without stopping production.
7
Alternate (MTS)
Make settings of the alternate production mode function to be executed during
Non-stop operation (MTS).
Components are picked up by the sub-stacker until the sub-stacker is
put to a “no components” status even if components are replenished in
the main stacker while the sub-stacker is used.
The pick from the main stacker has priority.
8
Non-stop operation
(DTS)
Set execution of the Non-stop operation function of a DTS.
This item is enabled only a DTS is connected to the mounter.
If components run out at the main stacker when both the main stacker
and the sub stacker are prepared, the machine continues to pick up
components from the sub stacker without stopping production.
Part 2 Detailed Description of Each Function Chapter 7 Operation Option
7-22
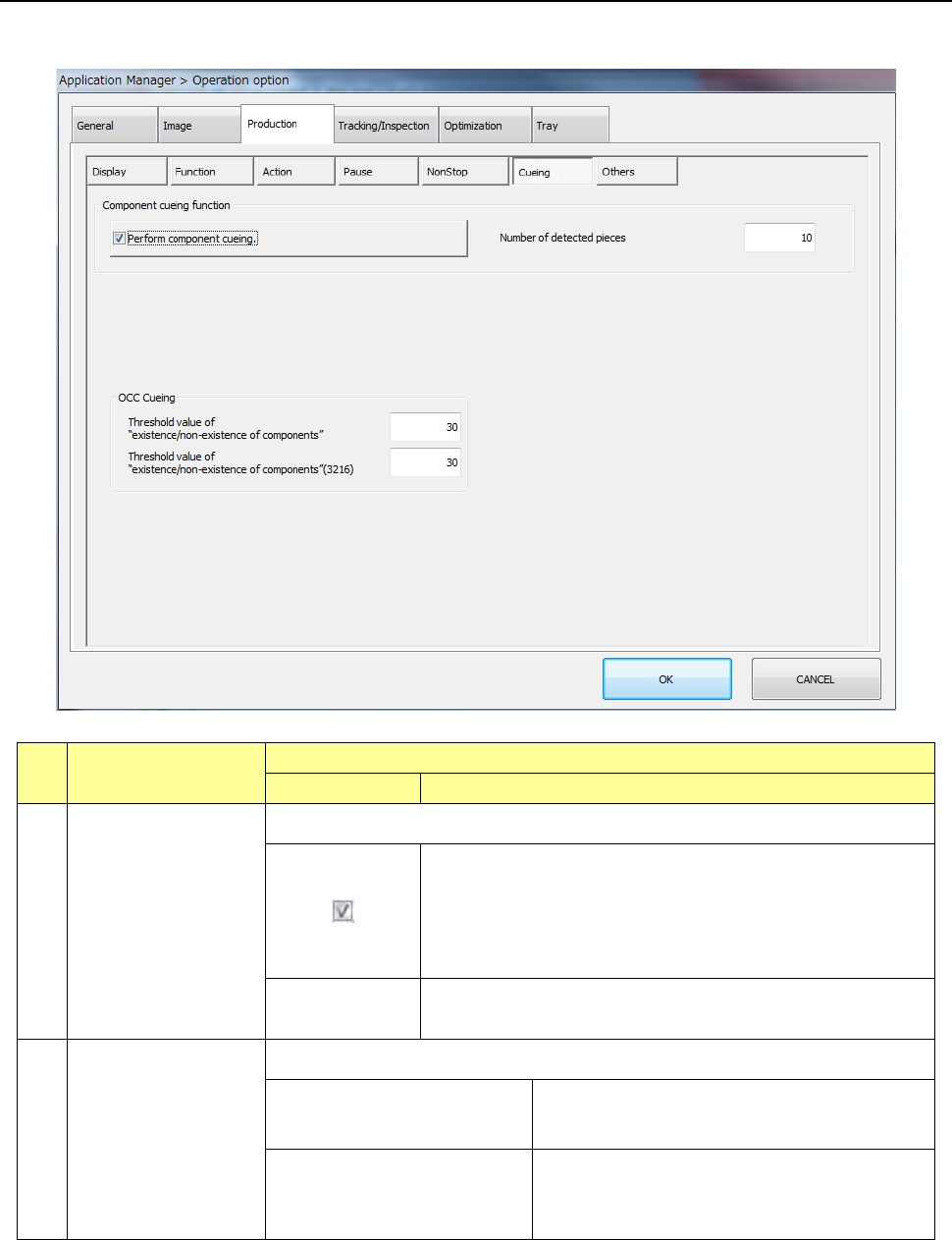
7.4.6 Cueing
When you press the <CUEING> button, the “Component cueing function” setting screen appears.
No. Menu item
Description
Status Operation and detailed explanation
1
Perform component
cueing.
Make settings of the component cueing function.
The cueing buttons become effective on the pick position
teaching screen and the pick tracking (manual feeding) screen
and component cueing can be executed.
In the preparation support (feeder setup), automatic cueing is
enabled.
Number of
detected pieces
Specify the maximum number of components to be checked
when cued.
2
OCC Cueing
Make settings of the cueing function with the OCC camera.
Threshold value of
“existence/non-existence of
components” (OCC cueing)
Set a threshold value for determining whether
there is any component or not.
Threshold value of
“existence/non-existence of
components” (3216) (OCC
cueing)
Set a threshold value for determining whether
there is any 3216 component or not.
Part 2 Detailed Description of Each Function Chapter 7 Operation Option
7-23
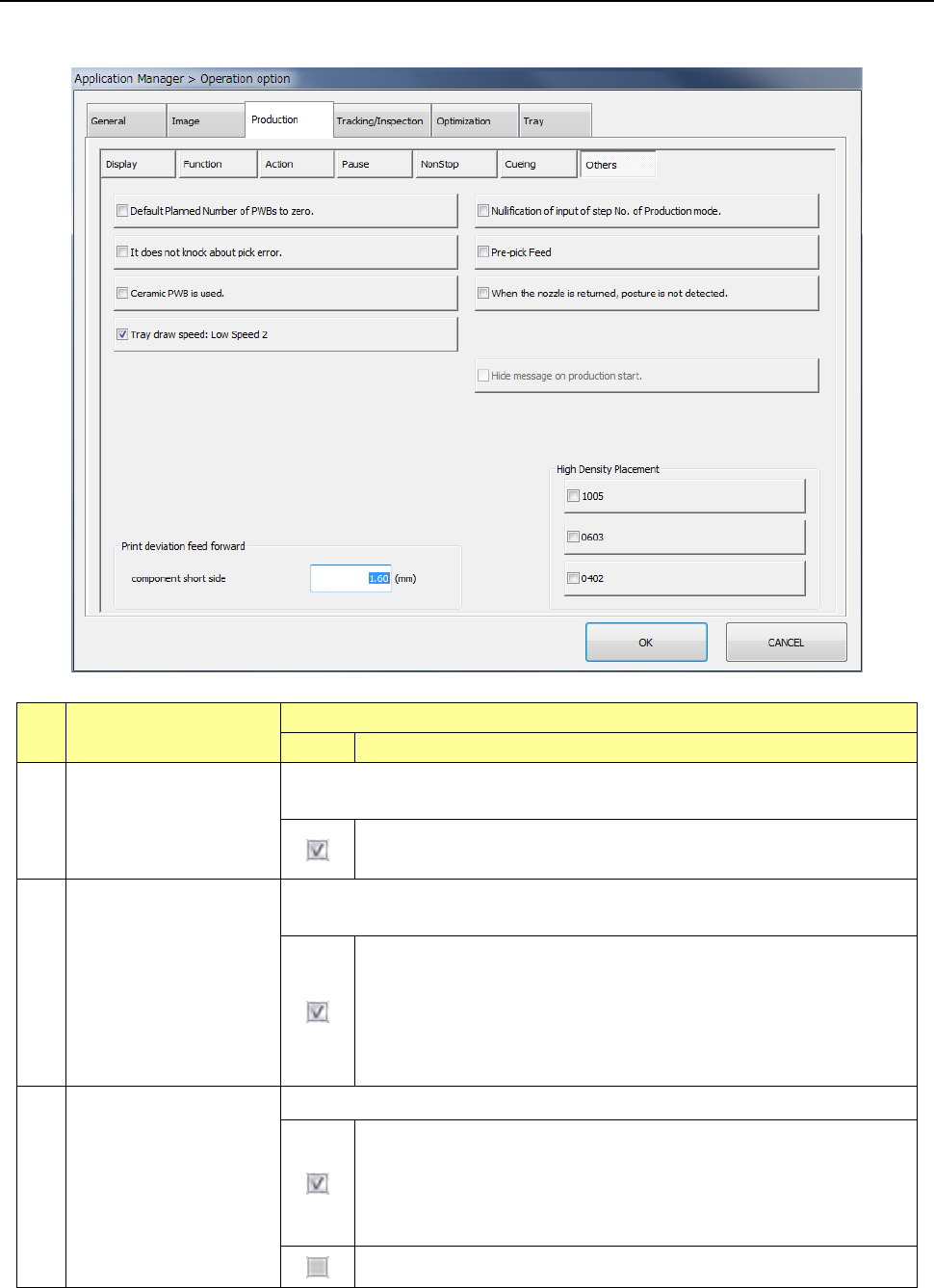
7.4.7 Others
When you press the <Others> button, the “production other option setting screen” appears.
No. Menu item
Description
Status Operation and detailed explanation
1
Default planned number
of PWBs to zero.
Specify a function to set the default value of the scheduled number of PWBs
produced to 0.
The default value of the scheduled number of PWBs to be produced is
set to 0.
2
Nullification of input of
step No. of production
mode.
Specify a function to disable the input of both start line and end line about the
step No, setting on the production condition screen.
The input of both start line and end line about the step No. setting on
the production condition screen is disabled. In this case, the
placement range is from step 1 to the last step. If the number of
placement points is changed by editing placement data, it is
incorporated automatically into the end line. (PWB production and dry
run production are intended but test run is not intended.)
3
It does not knock about
pick error.
Specify a function to feed components regardless of picking enabled or disabled.
The tape feed timing is changed about components for which the
number of pickup retries of the component data additional information
is set to “0”. The tape is fed after making sure that the existence of a
component is checked by laser after a component is picked up and the
component can be normally picked up.
Components are fed regardless of picking enabled or disabled.