RS-1_instruction manual.pdf - 第235页
Part 1 B asic O peration Chapter 2 Pr oduction 2- 124 system star ts picking up c omponents from one w ho se data was enter ed first of all. (4) C hang ing the coord i nates of a component pick - up p osition If the syst…
Part 1 Basic Operation Chapter 2 Production
2-123
Laser height check
Overview
Select the [Laser check] command from the “Support” menu invoked from the “Product” menu. This
command allows you to take a series of control over laser centering based on the laser height
specified in Component data of a production program, and check to see if any error does not occur.
In Single Check mode, you can check the height of only one component with laser or with specifying
the desired or measured laser height.
The laser check has three functions: “Continuous inspection,” “Single inspection” and “Single
measurement.”
Pull-down
menu
Menu command (displayed
on the menu)
Function
Laser
check
Continuous laser position
inspection
The system checks all components or components that satisfy
the specified requirements in a production program.
In “Laser position inspection,” you can check a component that
failed to pass this check for some reason.
Laser position inspection
Separately inspects components that caused an error as a result
of the “Continuous laser position inspection.”
Laser position measurement
Measures the laser position if the system could not recognize a
component with the “Laser position inspection.”
Operations
(1) Head used to pick up a component
The system automatically selects a head that is used to pick up a component. The system
selects a nozzle already attached on a head rather than one not attached so that the frequency
of nozzle replacement can be reduced as much as possible. However, the system may use a
different head every time it measures laser height depending on the nozzle attachment
condition.
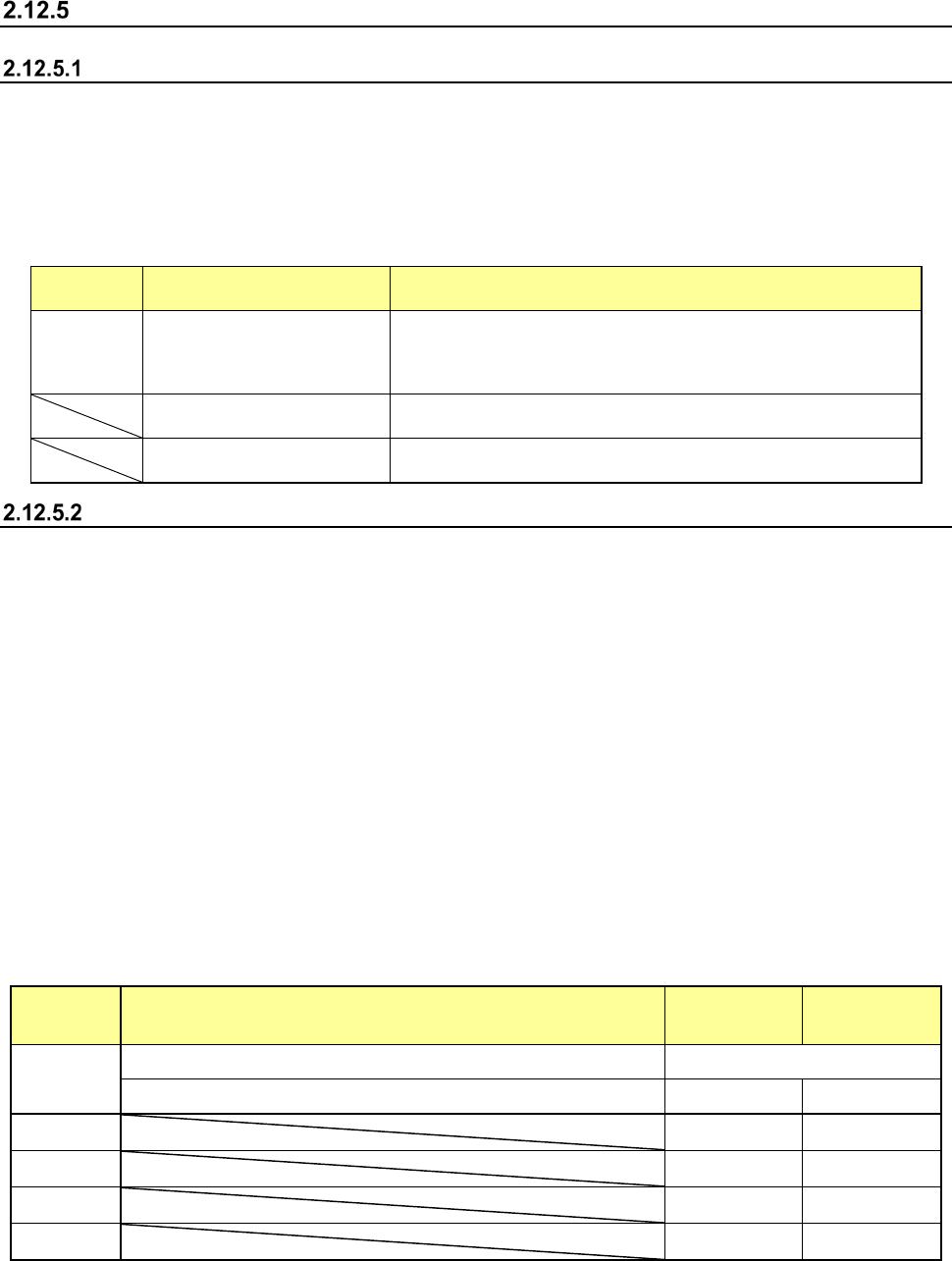
(2) Conditions for returning/discarding a component after checking the laser height
After checking the laser height, the system returns some components to their original positions
and discards other ones depending on their packaging styles as shown in Table below. The
system discards a component at a position set according to the setting of the menu item
"Compo Reject to" on the Component data screen. When “IC Collection Belt” or “Protect” is
set for the menu item “Compo Reject to,” the system discards a component according to this
setting.
For a component whose size is 1 mm or less, it may be placed on its side or be turned upside
down when it is returned to the original position. Therefore, the system displays the “Question”
screen to ask you how to handle it.
Note that you cannot pick up a component manually.
Packaging
style
Condition
Returning a
component
Discarding a
component
Tape The shorter side length of the external dimensions is 1 mm or less. Question screen *1
The shorter side length of the external dimensions is 1 mm or more. ○ ○ *2
Holder
○ ○ *2
Stick
― ○
MTC
○
○ *2
MTS
○
○ *2
*1 The system displays the screen to ask you whether to return a component or discard it. When the system
measures the laser height of components continuously, it displays this “Question” screen before starting
measurement.
*2 The system discards a component when you select “IC Collection Belt” or “Protect” for the menu item
“Comp reject to.”
(3) Selecting a feeder used to pick up a component
If two or more feeders are assigned to the same type of components in the Pick data, the
Part 1 Basic Operation Chapter 2 Production
2-124
system starts picking up components from one whose data was entered first of all.
(4) Changing the coordinates of a component pick-up position
If the system cannot pick up a component normally, change the coordinates of a component
pick-up position by entering them manually or teaching them.
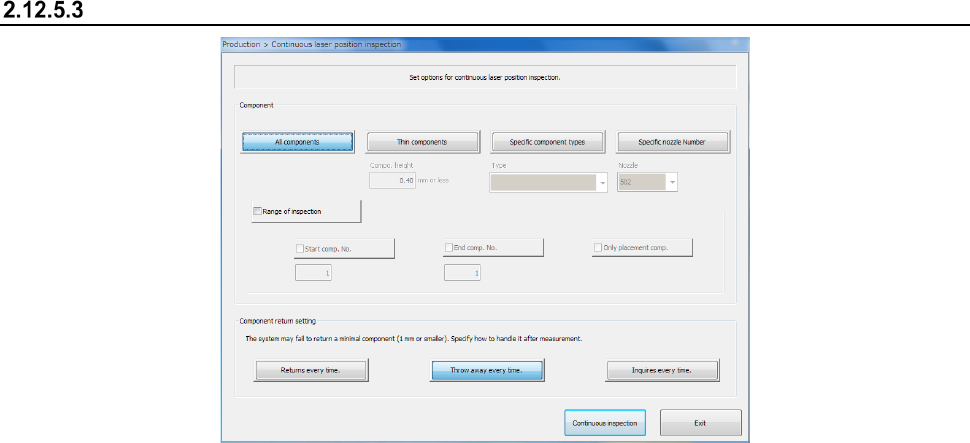
Continuous laser position inspection
(1) Component
Select one of the following buttons if you want to inspect only components that satisfy the
certain requirement(s).
1) All components
When you check this radio button, the system checks all components whose data is
specified in Component data.
2) Thin components
The system inspects only components whose height is lower than or equal to the value
set in the edit box.
3) Specific component types
The system inspects only components whose type is selected in the combo box.
4) Specific nozzle Number
The system inspects only components that use the nozzle selected in the combo box.
(2) Range of inspection
Check this check box if you want to check the components whose numbers are specified here
among components that satisfy the requirement(s) specified in the “Components” column.
When you check this check box, you can specify the following items.
1) Start comp. No.
Check this check box if you want to specify the component number of the first
component to be checked. After checking this check box, change the first component
number displayed in the edit box.
2) End comp. No.
Check this check box if you want to specify the component number of the last
component to be checked. After checking this check box, change the last component
number displayed in the edit box.
3) Only placement comp.
Check this check box if you want to check only components whose data is stored in
Placement data also.
(3) Component return setting
The screen that allows you to select how an inspected component is to be handled appears.
1) Returns every time
Part 1 Basic Operation Chapter 2 Production
2-125
The system returns a component to its original position.
2) Throw away every time
The system discards a component according to the setting of the menu item “Comp
reject to.”
3) Inquiries every time
The system displays the “Question” screen every time it finishes inspecting one
component.
(4) <Continuous Inspection> button (or the <START> switch)
The system starts checking the laser position of components continuously.
CAUTION
Immediately after you press the <Continuous inspection> button, the head starts moving and the
system starts a check.
To avoid injuries, do not put your hands inside the machine or keep your face or head away from
the machine.
Before pressing the <Continuous inspection> button, check to see if there is no one who is working
the internal parts of the machine.
Before pressing the <Continuous inspection> button, check to see if there is no one who is near
the machine and may be injured.
Before pressing the <Continuous inspection> button, check to see if there is no obstacle such as
an adjustment tool that is located or attached inside the machine and may prevent the machine
from operating normally.
(5) Exit
When you press this button, you can go back to the previous screen.
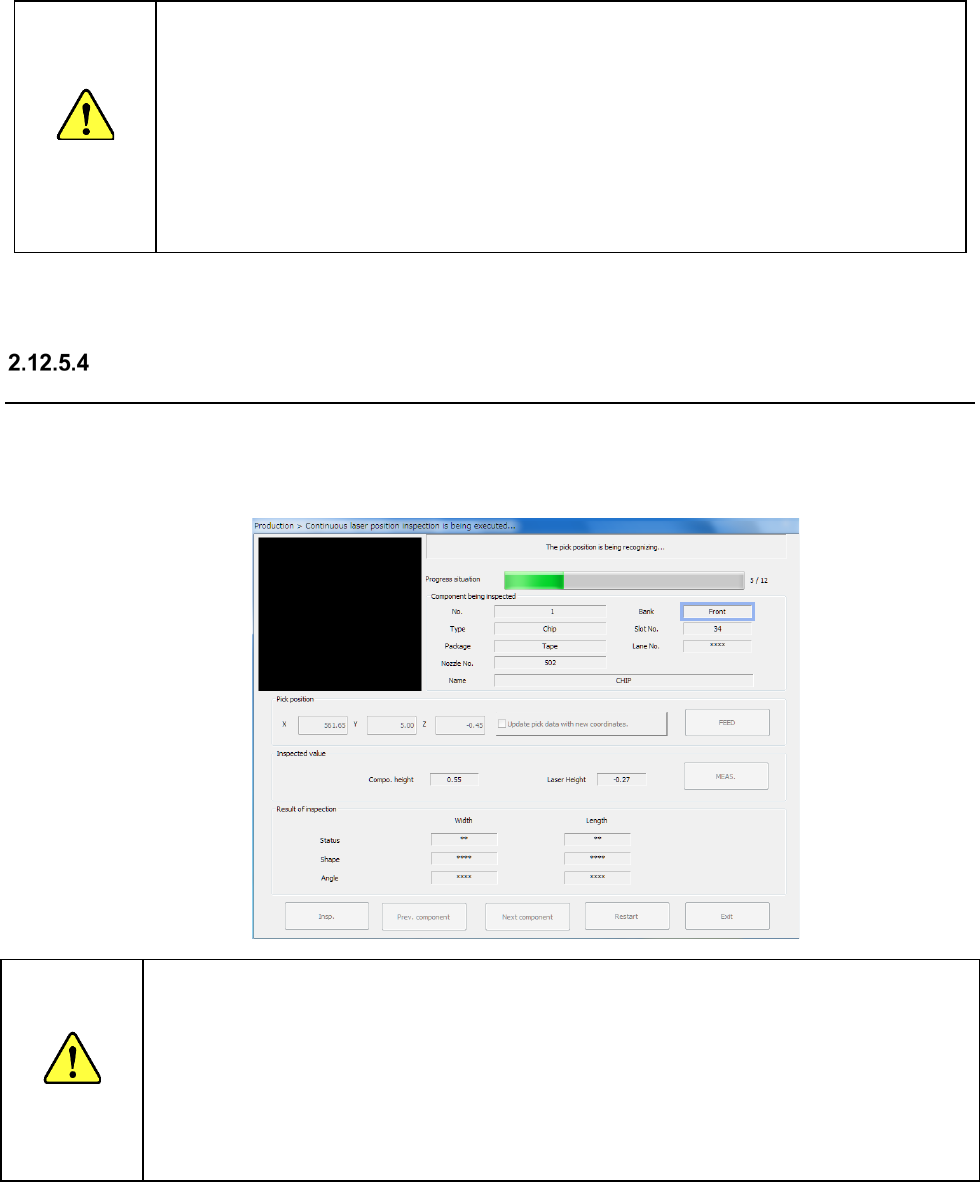
“Continuous laser position inspection being executed” screen (“Laser position
inspection”)
While the system is inspecting the laser position continuously, it displays data on the component
being inspected, its pick-up position and laser position as well as what is being processed.
If the laser check detects an error, you can perform the laser position inspection function or laser
position measurement function on this screen.
CAUTION
Immediately after you press the <Insp.> button, the head starts moving and the system starts
inspection.
To avoid injuries, do not put your hands inside the machine or keep your face or head away from the
machine.
Before pressing the < Insp.> button, check to see if there is no one who is working the internal parts of
the machine.
Before pressing the < Insp.> button, check to see if there is no one who is near the machine and may
be injured.
Before pressing the < Insp.> button, check to see if there is no obstacle such as an adjustment tool
that is located or attached inside the machine and may prevent the machine from operating normally.