RS-1_instruction manual.pdf - 第412页
Part 1 B asic O peration Chapter 4 Cr eating a Produc tion Progra m 4- 77 7) Component skip When you se lect the <Y es> button for this “ Compon ent skip ” field, the sy stem skips t he correspond ing component dur…

Part 1 Basic Operation Chapter 4 Creating a Production Program
4-76
4) Speed
When a small nozzle is used to pick up components or when a vacuum leakage occurs from
a groove on the top surface of the component, the acceleration of the XYZ axis can be
changed from the default value.
- XY
From the drop-down list, select the speed that the XY-axes accelerate until they move to
the component placement position after they pick up a component (in 10 steps).
- Place Z down
From the drop-down list, select the speed that the Z-axis accelerates (to adjust the stress
imposed on a component) when it moves down at the component placement position.
- Place Z up
From the drop-down list, select the speed that the Z-axis accelerates (to adjust the stress
imposed on a component) when it moves up at the component placement position.
① Laser centering
- Theta (Measure)
Specify the theta rotation speed from the drop-down list.
This value sets the speed that the theta axis accelerates when a component is
recognized with laser.
This value is effective for all rotating operations except a rotation for measurement of a
component with laser when a head holds a component.
- Theta (Other)
Specify the theta rotation speed by the drop-down list.
This speed is effective for all rotation operations except for a rotation for measurement
operation with laser when a head holds a component.
This value sets the speed that the theta axis accelerates when a component is not
recognized with laser.
② Vision centering
- Theta speed
Specify the theta rotation speed from the drop-down list.
This value is effective for all rotating operations except a rotation for measurement of a
component with laser when a head holds a component.
5) Trial
In the same manner as the setting on the “Placement” data screen, on the “Production”
(Trial mode) screen the system places only components for which the “Trial” field is set to
“Yes.”
When you select the <Yes> button in the “Trial” field on this “Component” data screen, the
system sets all placement positions of a component by one operation.
If you want to specify whether to perform a trial operation on each component placement
position, use the “Placement” data screen.
6) Release check
This check is intended for laser centering components. This function checks whether any
component is attached to the nozzle after completion of a placing operation.
It takes some time for the system to check that a component is released (since the
system checks it while it is put in the pause state). Normally select the <No> button.
Part 1 Basic Operation Chapter 4 Creating a Production Program
4-77
7) Component skip
When you select the <Yes> button for this “Component skip” field, the system skips the
corresponding component during production and does not place it on a board.
The placement data record for a component specified to be skipped on the database is not
used for PWB production, but it is not listed on the “Not placed” list.
When you load the component information from the database, the <No> button is
selected for this “Component skip.”
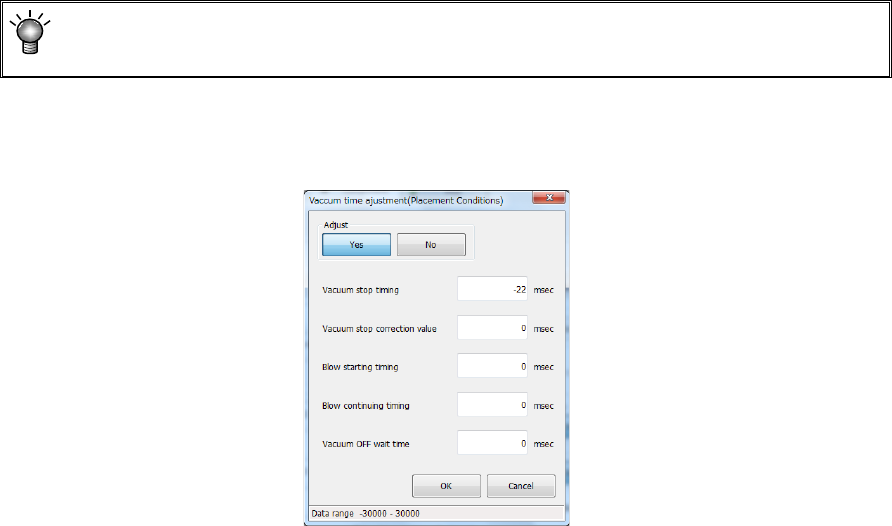
8) Vacuum time adjustment
Specify whether to adjust the vacuum time or not.
When you press the <Setting> button, the following screen appears.
When you select the <Yes> button for the menu item “Adjust,” you can enter an adjustment
value for each item of “Vacuum stop timing,” “Vacuum stop correction value,” “Blow starting
timing,” “Blow continuing timing” and “Vacuum OFF wait time” in milliseconds.
9) Control
Specify how to control the stroke to be applied to placement of a component.
When a nozzle for controlling low load is selected on the “Centering” tab, the <Low load>
button and the <Load graph> button are enabled on the screen.
When you select the <Low load> button for this menu item, the input unit for the menu item
“Placing stroke” is changed to [g], and the setting of the “Place Z down” field of the menu
item “Speed” is changed to “FC speed.”
When you press the <Load graph> button, you can check the pressure that can be applied
with the nozzle.
Part 1 Basic Operation Chapter 4 Creating a Production Program
4-78
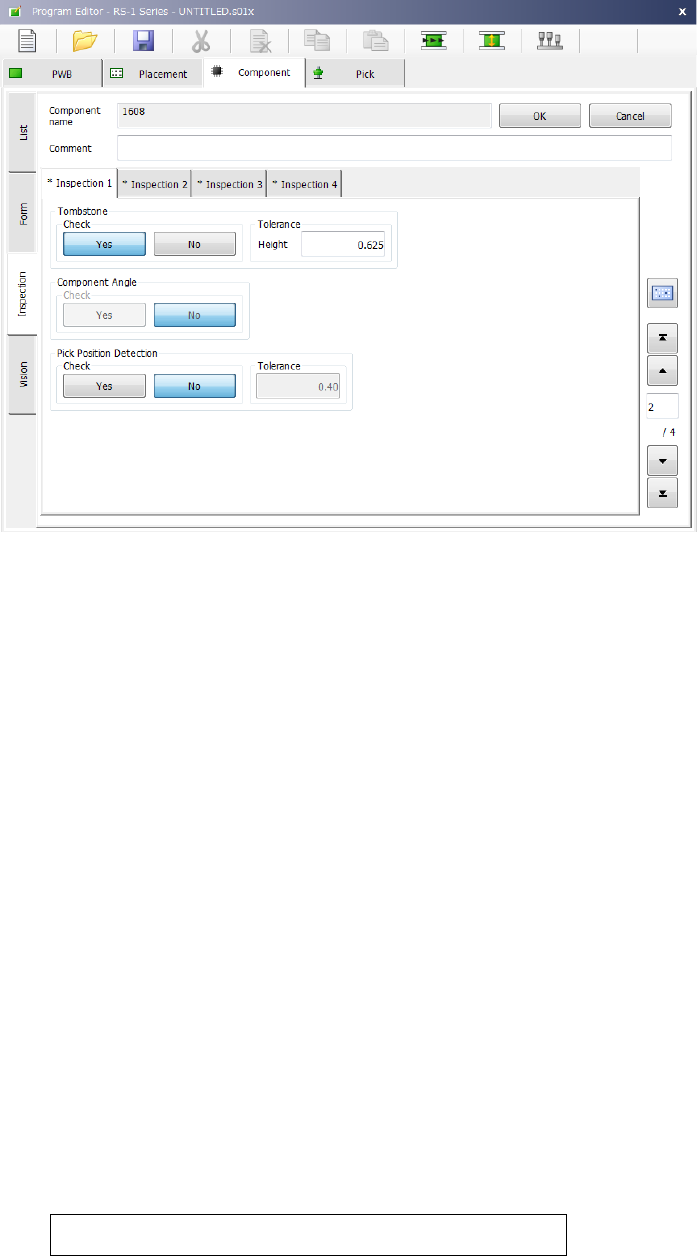
(6) Inspection 1
This tab sheet allows you to set the following items: “Tombstone,” “Component Angle” and “Pick
Position Detection.”
1) Tombstone
Specify whether to check that a component stands on its side (“Tombstone” error).
Normally, we recommend that you select the “Yes” radio button for a 3216 chip component
or smaller ones. Therefore, when you select a “Chip” as the “Component type,” the system
automatically selects the “Yes” radio button.
“Tolerance”: The system automatically enters a value calculated from the component
height you entered to this field.
2) Component Angle
This specifies whether to perform or not SOT component direction inspection defined by
general-purpose vision component. The direction inspection of the first component before
production and after “no components” can be performed.
Perform this check mainly to check that a correct component is not set.
Only for the general-purpose vision components whose number of element groups of lead
component is 3 or less or whose number of outer/inner lead elements is 2 or more, this
function can be selected.
3) Pick Position Detection
This function detects whether the center of a component is shifted by a value more than that
set in the “Tolerance” field when viewed from the center of the nozzle.
This function is available only if the packaging style is a tape feeder. Otherwise, this
function is disabled. Select the “Yes” radio button for the desired component, and enter the
value in the “Tolerance” field as the judgment value.
The range of a value you can enter in this field is from 0 to the length of a component (or
width of a component if the component supply angle is 90º or 270º).
When you select the “Yes” radio button, the default value to be set in the “Tolerance” field is
calculated with the expression shown below:
Length (or width) of a component ÷ 2 × (set value/100)
The “set value” is set in the “Environment setting” screen of the Program Editor. The
default is 50 (%).