RS-1_instruction manual.pdf - 第291页
Part 1 B asic O peration Chapter 2 Pr oduction 2- 180 If you are to replace the stacker w ith another one during production (1) C heck t o see if the st acker to be r eplaced with an other one is disabled. If it is ena b…
Part 1 Basic Operation Chapter 2 Production
2-179
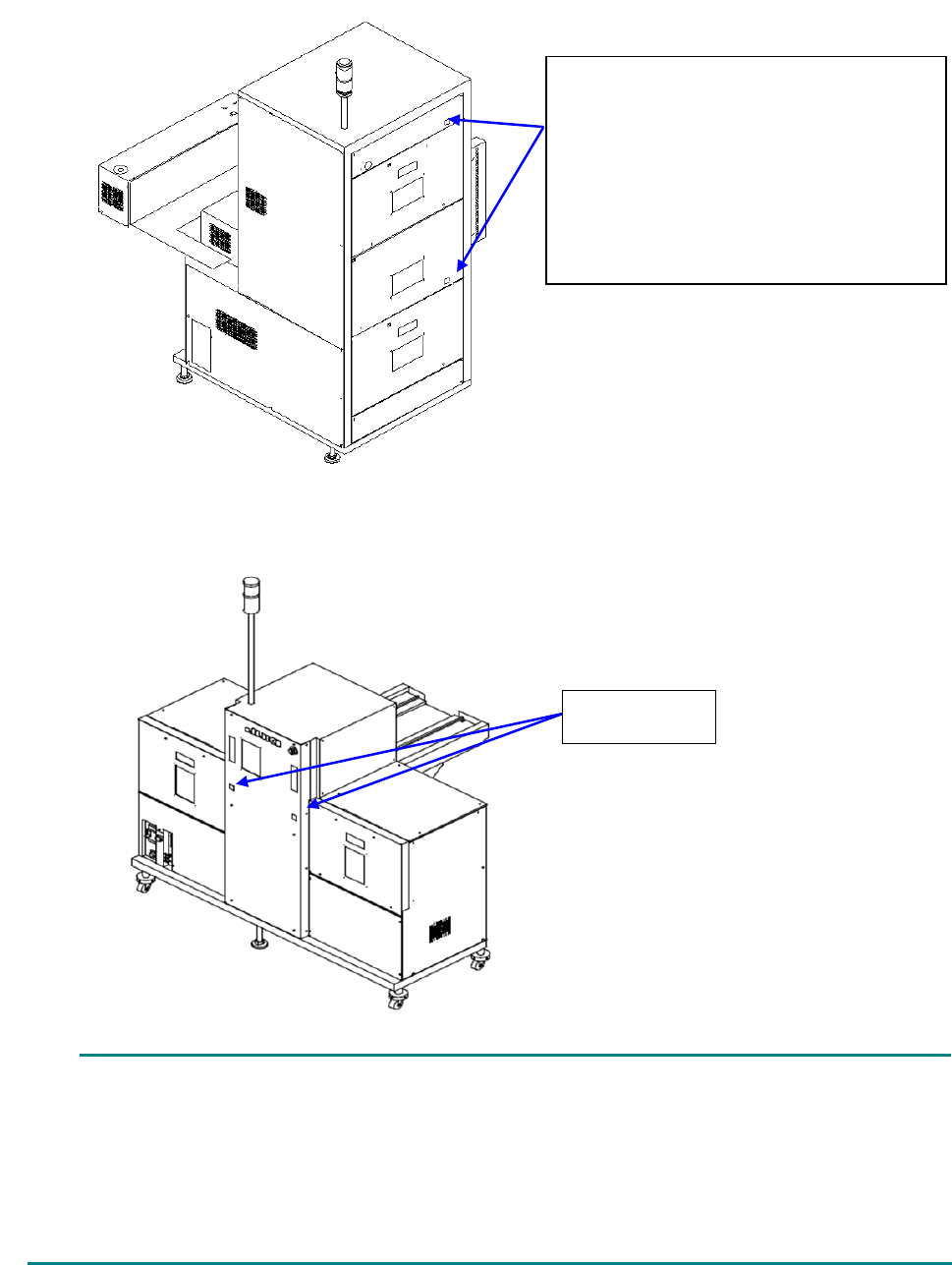
(1) MTC TR-6D
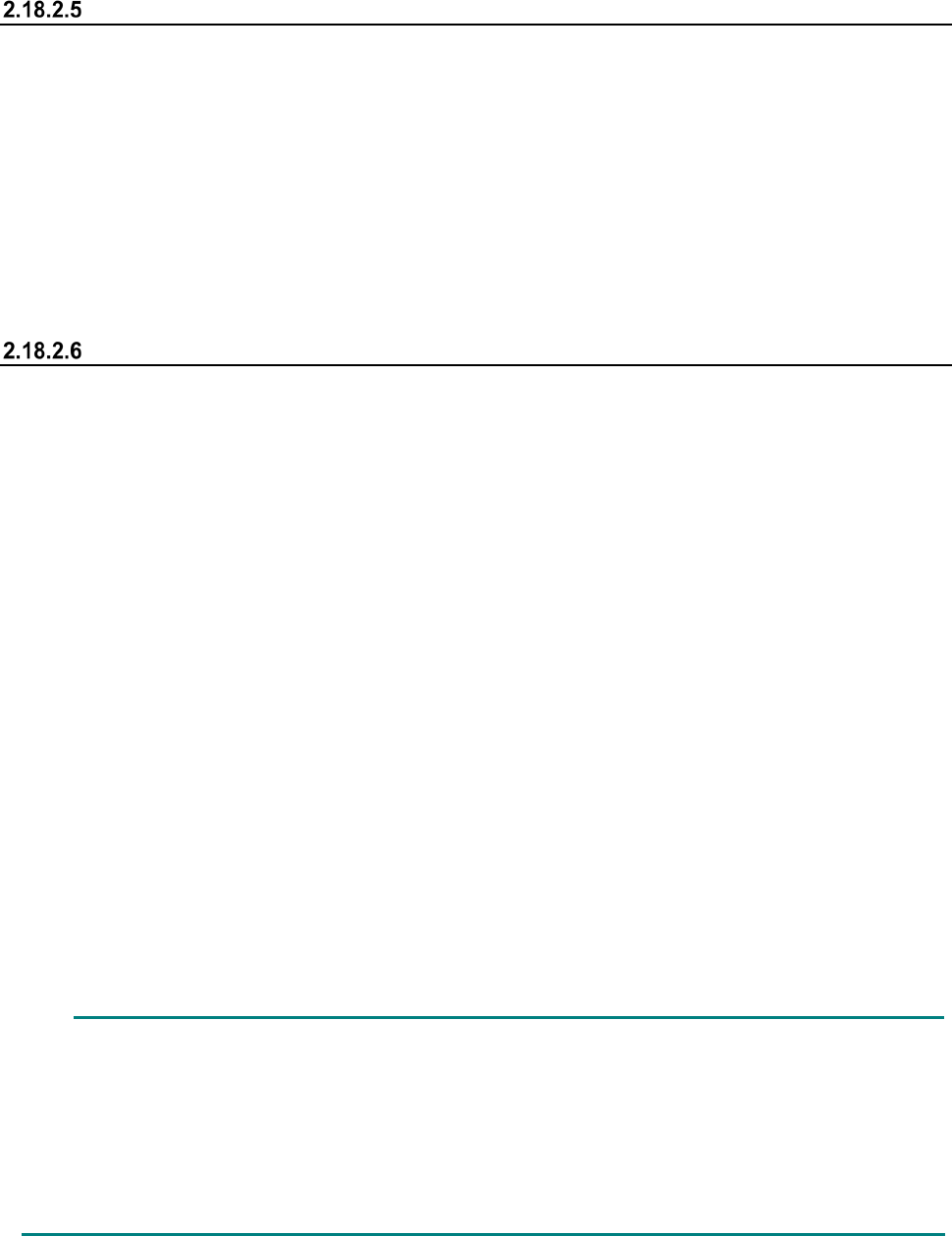
(2) MTS TR-5D
When you press this switch to disable the stacker, the lamp may not go off immediately in some
cases.
While the MTC/MTS is operating: a component is being picked up or the shuttle is being pulled
out, the switch flashes, and when the MTC/MTS finishes operating, the lamp goes off.
In such a case, the interlock keeps functioning until the lamp goes off, and the door cannot be
opened.
Confirm that the lamp goes off, and then open the door to replenish the device with components.
Stacker switch
When the switch lights: the corresponding
stacker is enabled.
When the switch does not light: the
corresponding stacker is disabled.
While the stacker is set on the machine
normally, the lamp inside the switch lights and
goes off (the corresponding stacker is enabled
and disabled) repeatedly.
Stacker switch
Part 1 Basic Operation Chapter 2 Production
2-180
If you are to replace the stacker with another one during production
(1) Check to see if the stacker to be replaced with another one is disabled.
If it is enabled, press the stacker switch of the corresponding side (main/sub) to turn off the
lamp (that is, disable the stacker).
(2) Detach the stacker from the machine.
(3) Set a new stacker on the machine.
(4) When the stacker set on the machine in Step (3) is specified in the production program that is
used for the current production, use the HOD of the MTC/MTS to enter the number of
components, and then press the stacker switch to enable the stacker.
If you are to perform changeover of the main stacker during production
(1) Check to see if the lamp of the main stacker switch does not light.
If it is lighting, press the stacker switch to turn off the lamp.
(2) Detach the main stacker from the machine.
(3) After changeover of trays, set the stacker on the main side of the machine.
(4) When changeover is performed (that is, a production program is switched to another one),
enter the number of components on the “Parts no. setup” screen invoked from the production
screen of the main unit, and then press the stacker switch of the main side to enable the main
stacker.
(5) When you press the Start switch of the main unit to start production, components are pulled out
from the main stacker.
Even though the sub stacker is enabled, priority is given to the main stacker. Therefore,
unless the main stacker is disabled, any component is not pulled out from the sub stacker.
(6) Press the sub stacker switch to disable the sub stacker before the main stacker is disabled
(that is, before components run out at the main stacker).
If a production program specifying a tray set on the main stacker is different from that for a tray
set on the sub stacker, it may cause a component to be placed at a wrong position.
(7) Perform changeover of the sub stacker, and set the sub stacker on the machine. Then, use
the HOD of the MTC/MTS to enter the number of components, and press the stacker switch to
enable the sub stacker.
An MTC/MTS has production program data internally in the same manner as the main unit.
Since this data is transferred to the MTC/MTS from the main unit when production starts, the
main unit may have a new production program while the MTC/MTS may have an old production
program due to changeover (that is, because a production program is switched to another one).
Therefore, when you enter the number of components with the HOD of the MTC/MTS, the
production program data of the MTC/MTS may become inconsistent with that of the main unit.
To prevent such an inconsistency, be sure to enter the number of components from the main
unit after changeover before production starts.
Part 1 Basic Operation Chapter 2 Production
2-181
If you are to perform changeover of the sub stacker during production
(1) Disable the sub stacker.
Press the stacker switch of the sub stacker to turn off the lamp of the stacker switch.
(2) Detach the sub stacker form the machine.
(3) After changeover of trays, set the stacker on the sub side of the machine.
(4) After the machine finishes producing the planned number of PWBs and stops, press the
stacker switch of the sub stacker to enable the sub stacker.
(5) Switch a production program to the desired one, and then disable the main stacker.
(6) Enter the number of components on the “Parts no. setup” screen invoked from the production
screen of the main unit, and then start production. Components are pulled out from the sub
stacker.
(7) After changeover of the main stacker, set the stacker on the machine. When you press the
stacker switch of the main stacker to enable the main stacker, components are pulled out from
the main stacker.
An MTC/MTS has production program data internally in the same manner as the main unit.
Since this data is transferred to the MTC/MTS from the main unit when production starts, the
main unit may have a new production program while the MTC/MTS may have an old production
program due to changeover (that is, because a production program is switched to another one).
Therefore, when you enter the number of components with the HOD of the MTC/MTS, the
production program data of the MTC/MTS may become inconsistent with that of the main unit.
To prevent such an inconsistency, be sure to enter the number of components from the main
unit after changeover before production starts.