RS-1_instruction manual.pdf - 第593页
Part 1 B asic O peration Chapter 4 Cr eating a Produc tion Progra m 4- 258 (2) E ach operat ion to be done when t he system is checkin g the speed 1) Returning a comp onent after t he check After check i ng the speed, th…
Part 1 Basic Operation Chapter 4 Creating a Production Program
4-257
8) <String art> button ([F7] key)
This button displays the sting art based on the result of the “SWEEP” operation performed
during measurement.
9) <Prev. component> button and <Next component> button
These buttons are displayed when there is any alternative component for the currently
displayed component.
10) <Exit> button
The inspection is terminated and the previous screen reappears.
Part 1 Basic Operation Chapter 4 Creating a Production Program
4-258
(2) Each operation to be done when the system is checking the speed
1) Returning a component after the check
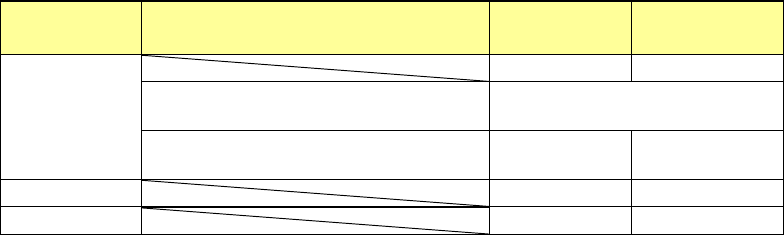
After checking the speed, the system returns a component to its original position or discards
it. Which operation is to be done varies depending on the packaging style as shown in the
table below. The system discards a component to a place specified with the setting of the
“Compo reject to” field of the Component data screen. If you select “Protect” in this field,
the system discards a component according to this setting. Since a component whose size
is 1 mm or less may stand on its side or may be turned over when it is returned, the system
displays the question dialog box that allows you to select how to handle the component.
Packaging
style
Condition 2
Returning a
component
Discarding a
component
Tepe
―
○
The shorter side length of the outer
dimensions is 1 mm or less.
Query * 1
The shorter side length of the outer
dimensions is 1 mm or more.
○ ○ *2
Tray
○
○
*2
Stick
―
○
*1 The system displays the message to ask you whether to return or discard a component.
*2 When you select the “IC collection belt” or “Protect” for the menu item “Component reject
to,” the system operates according to the corresponding setting.
2) Selecting a feeder from which the system picks up a component
If two or more feeders are specified for the same component type (in Pick data), the system
starts picking up a component based on the data entered first. You can change the feeder
to be used intentionally also.
3) Manual pick-up of a component
If there is no Pick data created, you can attach a component onto a nozzle manually also.
In such a case, you cannot enter any pick-up coordinates. You cannot operate a feeder
either.
If you attach a component to the nozzle manually, the system cannot discard it if the length
of the shorter side of its outer dimensions exceeds 33.5 mm. Therefore, the system moves
the component to the protection position after measuring it.
Part 1 Basic Operation Chapter 4 Creating a Production Program
4-259
4.5.7.6 Vision teaching
This function attaches on the head a component actually used for production, and measures a
lead of lead component (general-purpose vision) and a ball of a ball component
(general-purpose vision component, BGA or FBGA).
When you open the cover to, for example, pick up a component
manually, make sure that any operation of the machine will not
cause any injuries.
Be careful so that your hand or cloth cannot be hooked over the
feeder bank or you cannot bang your head against the cover.
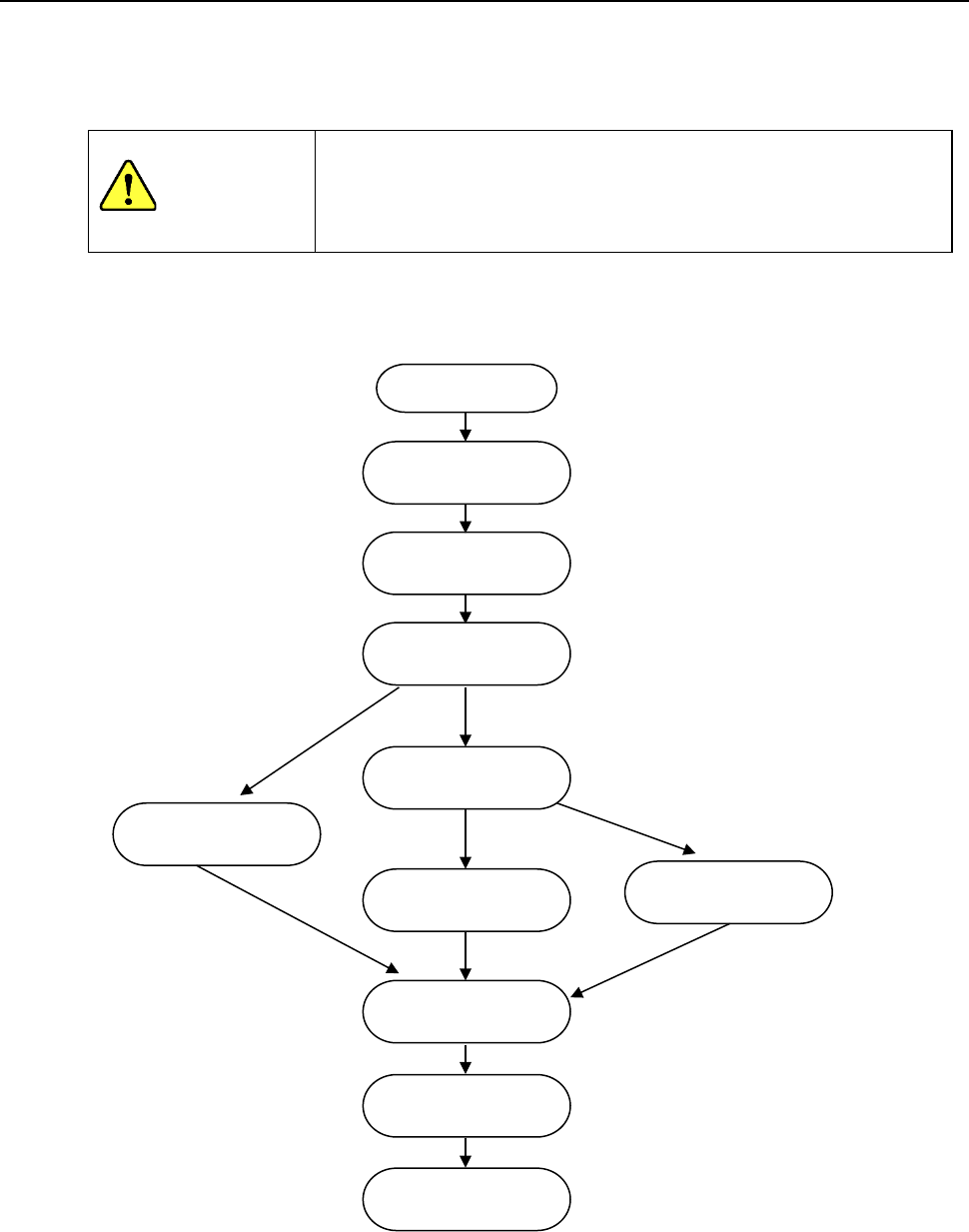
1) Component teaching
A general flow chart of measuring operations is shown below.
CAUTION
Start
Component
measurement
Lighting setting
Inclination correction
Ball area setting
Center setting
Component
recognition
Electrode information
measurement
End
BGA component
Ball and
land
Exclusion area setting
General-purpose
vision component
Outline and lead
Element editing